22/05/2024
En el dinámico mundo de la industria moderna, la búsqueda de la eficiencia y la productividad es una constante. Las empresas se enfrentan al desafío de optimizar sus operaciones, reducir costos y mejorar la calidad de sus productos en un entorno cada vez más competitivo. Para lograrlo, es fundamental contar con herramientas precisas que permitan medir y analizar el rendimiento de los activos más valiosos: la maquinaria. Es aquí donde entra en juego el OEE, un concepto que se ha consolidado como un pilar fundamental en la gestión de la producción.
Pero, ¿qué es exactamente el OEE y por qué se ha vuelto tan indispensable? El OEE, acrónimo de 'Overall Equipment Effectiveness' o Eficacia Global de Equipos Productivos en español, es un indicador clave que mide la eficacia real de la maquinaria industrial. Su propósito principal es cuantificar el rendimiento de los equipos, proporcionando una visión clara de su productividad y permitiendo identificar las causas subyacentes de las pérdidas en el proceso de fabricación. Más allá de un simple número, el OEE es una poderosa herramienta dentro de la cultura de la mejora continua, impulsando a las organizaciones a alcanzar niveles superiores de excelencia operativa.
- ¿Para qué sirve el OEE y por qué es tan crucial?
- Ventajas Innegables de Implementar el OEE
- ¿Cómo se Calcula el OEE? La Fórmula Maestra
- Un Vistazo a la Historia del OEE
- ¿Cuál es el OEE Ideal? Interpretando las Puntuaciones
- OEE y su Conexión con Filosofías de Producción Avanzadas
- Preguntas Frecuentes sobre OEE
- Conclusión
¿Para qué sirve el OEE y por qué es tan crucial?
La necesidad de cuantificar la productividad y la eficiencia en los procesos productivos es una constante en cualquier empresa que aspire a la excelencia. Como bien se dice en el ámbito de la gestión, 'solo lo que se mide se puede gestionar y mejorar'. El OEE cumple precisamente esta función, ofreciendo una métrica porcentual que revela la eficacia real de cualquier proceso productivo. Este porcentaje es un factor crítico para identificar y mitigar posibles ineficiencias que se originen a lo largo de la cadena de fabricación, desde pequeños paros hasta la producción de piezas defectuosas.
Al proporcionar una visión holística del rendimiento de la maquinaria, el OEE permite a los equipos de producción y mantenimiento tomar decisiones informadas. No se trata solo de saber si una máquina está funcionando, sino de entender qué tan bien lo está haciendo en relación con su potencial máximo. Esta comprensión profunda es el primer paso para implementar acciones correctivas y preventivas que impulsen la productividad general de la planta.
Ventajas Innegables de Implementar el OEE
La correcta implementación de un sistema OEE tiene un impacto directo y significativo en el rendimiento que se va a obtener del proceso de manufactura. Los beneficios son múltiples y se extienden a través de diversas áreas operativas:
- Reducción de Tiempos Muertos: Al identificar las causas de las paradas, tanto planificadas como no planificadas, el OEE facilita la minimización del tiempo en que las máquinas están inactivas, maximizando su disponibilidad.
- Identificación de Cuellos de Botella: Permite detectar y analizar las razones de las pérdidas de rendimiento, como velocidades reducidas o micro-paradas, que a menudo son los verdaderos cuellos de botella en la producción.
- Mejora de la Calidad del Producto: Al monitorear la tasa de defectos, el OEE ayuda a minimizar retrabajos y pérdidas ocasionadas por la elaboración de producto defectuoso, aumentando el índice de calidad.
- Información en Tiempo Real: La disponibilidad de datos fiables y actualizados del proceso aumenta significativamente la eficiencia de los empleados, permitiéndoles reaccionar rápidamente ante cualquier anomalía y facilitando su trabajo diario.
- Fomento de la Cultura de Mejora Continua: Al hacer visibles las áreas de oportunidad, el OEE se convierte en un motor para que todos los niveles de la organización se involucren en la optimización constante de los procesos.
¿Cómo se Calcula el OEE? La Fórmula Maestra
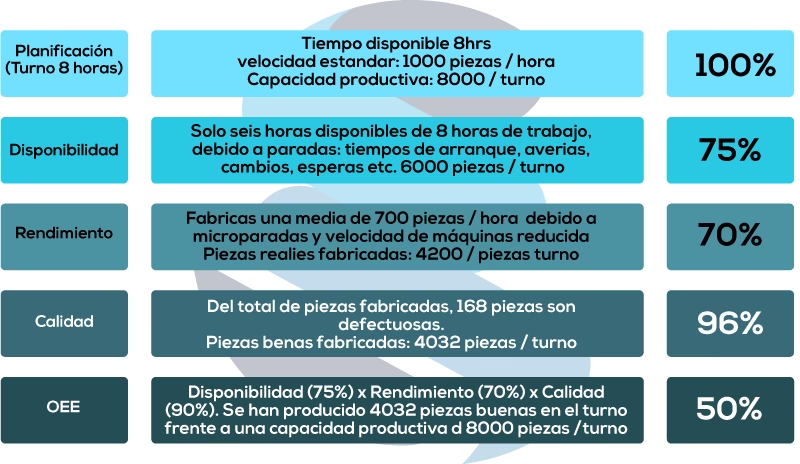
El indicador OEE se calcula a partir de la multiplicación de tres factores clave, cada uno de los cuales es un porcentaje que representa una dimensión fundamental de la eficacia del equipo. Estos factores son la Disponibilidad, Rendimiento y Calidad:
OEE = Disponibilidad × Rendimiento × Calidad
Para comprender a fondo el OEE, es esencial desglosar cada uno de sus componentes:
1. Disponibilidad
La Disponibilidad mide el tiempo que la máquina está realmente operando en comparación con el tiempo planificado para su operación. Se ve afectada por los 'tiempos de parada', que pueden ser:
- Paradas No Planificadas: Averías, fallos de equipo, falta de materiales, espera de personal, etc.
- Paradas Planificadas: Cambios de utillaje o formato (setups), ajustes, mantenimiento preventivo programado.
La fórmula para calcular la Disponibilidad es:
Disponibilidad = (Tiempo de Operación Real / Tiempo de Operación Planificado) × 100%
2. Rendimiento
El Rendimiento (o Eficiencia de Velocidad) mide la velocidad a la que la máquina produce en comparación con su velocidad teórica o ideal. Se ve afectado por las 'pérdidas de velocidad', que incluyen:
- Velocidad Reducida: Cuando la máquina no opera a su máxima velocidad de diseño.
- Pequeños Paros o Micro-paradas: Interrupciones muy cortas (segundos o pocos minutos) que a menudo no se registran como paradas completas pero que acumulan una pérdida significativa de tiempo.
La fórmula para calcular el Rendimiento es:
Rendimiento = (Producción Real / Producción Teórica Máxima en el Tiempo Operativo) × 100%
O alternativamente:
Rendimiento = (Tiempo de Ciclo Ideal × Número de Unidades Producidas) / Tiempo de Operación Real × 100%
3. Calidad
La Calidad mide la proporción de productos buenos (sin defectos) producidos en comparación con el total de productos fabricados. Se ve afectada por las 'pérdidas de calidad', que son:
- Defectos: Productos que no cumplen con las especificaciones y deben ser desechados.
- Retrabajos: Productos que requieren un reproceso para cumplir con los estándares de calidad.
La fórmula para calcular la Calidad es:
Calidad = (Unidades Buenas Producidas / Unidades Totales Producidas) × 100%
Un Vistazo a la Historia del OEE
El concepto de OEE no es una novedad reciente; sus raíces se remontan a la década de 1960 en Japón. Fue utilizado por primera vez por Seiichi Nakajima, el fundador del TPM (Total Productive Maintenance o Mantenimiento Productivo Total), como la herramienta de medición fundamental para conocer el rendimiento productivo de la maquinaria industrial. El reto de Nakajima fue aún mayor al crear un sentimiento de responsabilidad conjunta entre los operarios de las máquinas y los responsables de mantenimiento, impulsándolos a trabajar en la mejora continua y optimizar la Eficacia Global de los Equipos (OEE).
La filosofía del TPM, con el OEE como su pilar métrico, buscaba empoderar a los operadores para realizar tareas básicas de mantenimiento y limpieza, reduciendo la dependencia del personal de mantenimiento especializado y fomentando una cultura de 'propiedad' del equipo. Esta visión revolucionaria sentó las bases para los sistemas de producción modernos que hoy conocemos, donde la eficiencia y la calidad son objetivos compartidos por toda la organización.
¿Cuál es el OEE Ideal? Interpretando las Puntuaciones
Comprender el OEE es crucial, pero interpretarlo correctamente es aún más importante. Si nada afectara negativamente a los tres parámetros del OEE (disponibilidad, rendimiento y calidad), se obtendría una puntuación OEE perfecta del 100%. Esto significaría que se están produciendo exclusivamente piezas buenas, tan rápido como sea posible y sin ningún tiempo de inactividad. En el mundo real, esta puntuación teórica es inalcanzable. Sin embargo, existen rangos que caracterizan un buen rendimiento:
- OEE > 85%: Se considera un OEE de clase mundial. Las operaciones de fabricación con esta puntuación están en la élite y marcan el punto de referencia para otras. Es el objetivo a alcanzar para la mayoría de las empresas con activos convencionales, aunque superar significativamente el 85% es un desafío, pues incluso las mejores máquinas requieren mantenimiento o reequipamiento. Algunas máquinas en la industria automotriz, por ejemplo, pueden alcanzar valores cercanos al 90%, lo cual es excepcional.
- OEE entre 65% y 85%: La mayoría de las operaciones de fabricación se encuentran en este rango. Aunque estos valores son típicos, también indican que hay un margen considerable para la mejora. En estos casos, es recomendable implementar procesos para la optimización automática y el monitoreo continuo de los sistemas. Hay oportunidades claras para optimizar y acercarse a la clase mundial.
- OEE < 65%: Una puntuación OEE inferior al 65% es una señal de advertencia y sugiere que existe un margen considerable para la mejora, ya que las capacidades disponibles no se están utilizando de manera óptima. En esta situación, es urgente analizar a fondo los factores que contribuyen a las paradas y la pérdida de producción. Es aconsejable analizar los problemas frecuentes para detectarlos y controlarlos antes de que se salgan de control.
Es importante diferenciar al interpretar las puntuaciones OEE, ya que el tipo de máquina y/o el mecanismo de producción deben tenerse en cuenta. Por ejemplo, un OEE del 90% puede ser bajo para máquinas que operan de forma completamente continua, mientras que un OEE del 60% puede ser el límite superior para procesos de fabricación complejos y altamente personalizados.
El máximo alcanzable de forma realista con máquinas 'convencionales' se sitúa por encima del 85%. Esto significa que, por ejemplo, el 99% de los productos se fabrican según las especificaciones, y el sistema funciona al 95% de su velocidad teórica máxima el 90% del tiempo. Esto nos da la siguiente ecuación: 99% (calidad) x 95% (velocidad) x 90% (tiempo de funcionamiento) = 85% de eficacia. Este es un ejemplo generalizado que describe el límite superior aproximado alcanzable con procesos de fabricación convencionales. Cada caso es diferente y puede variar según la industria y el tipo de máquina.
Tabla de Interpretación de Puntuaciones OEE
| Rango OEE | Interpretación | Acciones Recomendadas |
|---|---|---|
| > 85% | Clase Mundial. Producción altamente optimizada y eficiente. | Mantener y refinar procesos, buscar innovaciones marginales. |
| 65% - 85% | Típico. Buen rendimiento, pero con margen significativo de mejora. | Implementar monitoreo continuo, optimización automática, análisis de causas raíz. |
| < 65% | Considerable margen de mejora. Capacidades no utilizadas óptimamente. | Análisis urgente de pérdidas, identificar y controlar problemas frecuentes, reevaluar estrategias. |
OEE y su Conexión con Filosofías de Producción Avanzadas
El OEE no es una herramienta aislada; es un factor decisivo para la implementación y el éxito de diversas filosofías de producción avanzadas, como:
- Lean Production: Al identificar y eliminar el desperdicio (tiempos muertos, defectos, sobreproducción), el OEE es fundamental para los principios de la producción ajustada.
- Continuous Improvement (CIP) o Kaizen: El OEE proporciona la métrica necesaria para medir el impacto de las iniciativas de mejora continua, asegurando que los cambios generen un impacto positivo y cuantificable.
- Six Sigma: Aunque Six Sigma se enfoca más en la reducción de la variabilidad y los defectos, el componente de Calidad del OEE se alinea perfectamente con sus objetivos, y el OEE puede ser un indicador de alto nivel para el éxito general del proceso.
- Shopfloor Management: El OEE juega un papel central en la identificación y utilización de potenciales de mejora en el piso de producción. Las soluciones OEE permiten una comunicación y coordinación eficientes a nivel de producción, lo cual es esencial para la rápida identificación y eliminación de problemas.
La adopción de OEE permite a las empresas pasar de una gestión reactiva a una proactiva, donde los problemas se anticipan y se resuelven antes de que escalen. Esto no solo mejora la eficiencia, sino que también crea un ambiente de trabajo más estable y predecible, donde los empleados se sienten más empoderados y productivos.
Preguntas Frecuentes sobre OEE
¿Es posible alcanzar un OEE del 100%?
En la práctica, un OEE del 100% es teóricamente posible pero inalcanzable de manera sostenida en un entorno de producción real. Siempre habrá alguna parada (mantenimiento, cambios), alguna ligera desviación de la velocidad ideal o algún producto que no cumpla con los estándares perfectos. El objetivo es maximizar el OEE, no perseguir una utopía.
¿Cómo puedo mejorar mi OEE?
La mejora del OEE pasa por abordar sus tres componentes: Disponibilidad, Rendimiento y Calidad. Esto implica:
- Para Disponibilidad: Implementar mantenimiento preventivo/predictivo, reducir tiempos de cambio, optimizar la planificación de la producción.
- Para Rendimiento: Eliminar micro-paradas, asegurar que las máquinas operen a su velocidad óptima, estandarizar procesos para reducir variaciones.
- Para Calidad: Mejorar el control de calidad en línea, capacitar al personal, optimizar los parámetros de proceso para reducir defectos y retrabajos.
Un análisis de las 'seis grandes pérdidas' (fallas, cambios/ajustes, micro-paradas, velocidad reducida, defectos de proceso y arranques) es un excelente punto de partida para identificar áreas específicas de mejora.
¿Qué herramientas necesito para medir el OEE?
La medición del OEE puede variar desde el registro manual de datos hasta sistemas automatizados de software. Idealmente, se utilizan sistemas de adquisición de datos (SCADA, MES) que se conectan directamente a la maquinaria para recopilar información en tiempo real sobre paradas, velocidad de producción y conteo de piezas buenas/defectuosas. Estos sistemas luego calculan el OEE automáticamente y lo presentan en tableros de control intuitivos.
¿Con qué frecuencia debo calcular y revisar el OEE?
Para una gestión efectiva, el OEE debe calcularse y monitorearse en tiempo real o casi en tiempo real. Esto permite a los operadores y supervisores reaccionar inmediatamente ante cualquier desviación. A nivel gerencial, es recomendable revisar los informes de OEE diariamente, semanalmente y mensualmente para identificar tendencias, evaluar el impacto de las mejoras y planificar estrategias a largo plazo.
Conclusión
El OEE es mucho más que un simple cálculo; es un lenguaje universal para la eficiencia en la fabricación. Al proporcionar una métrica clara y objetiva de la eficacia de los equipos, empodera a las empresas para identificar sus puntos débiles, celebrar sus fortalezas y, lo más importante, impulsar una cultura de mejora continua. En la era de la Industria 4.0, donde los datos son el nuevo petróleo, el OEE se consolida como una brújula indispensable que guía a las organizaciones hacia la excelencia operativa y una productividad sin precedentes. Integrar el OEE en la estrategia de producción no es solo una opción, es una necesidad para cualquier empresa que aspire a la competitividad y al liderazgo en el mercado actual.
Si quieres conocer otros artículos parecidos a OEE: La Clave para Optimizar la Producción Industrial puedes visitar la categoría Cálculos.