
16/11/2022
Las roscas son elementos mecánicos omnipresentes en nuestra vida diaria, desde un simple tornillo que une dos piezas de madera hasta complejos sistemas de transmisión de fuerza en maquinaria industrial. Su diseño helicoidal, ya sea en un tornillo (exterior) o en una tuerca (interior), permite una unión segura, un ajuste preciso o la transmisión eficiente de movimiento. Sin embargo, detrás de esta aparente simplicidad, se esconde una ingeniería meticulosa donde cada detalle cuenta. Uno de los parámetros más críticos y a menudo mal comprendidos es la profundidad de rosca, un valor fundamental que determina la resistencia, la hermeticidad y la funcionalidad general de cualquier unión roscada.
Comprender qué es la profundidad de rosca, cómo se mide y cómo se calcula es esencial para ingenieros, mecánicos, fabricantes y cualquier persona que trabaje con estos componentes. En este artículo, desglosaremos todos estos aspectos, desde las definiciones básicas de sus partes hasta los métodos prácticos de verificación y las fórmulas de cálculo utilizadas en el torno. Prepárate para explorar la importancia de este elemento clave en el diseño y la fabricación de elementos roscados.
- ¿Qué es la Profundidad de Rosca?
- Anatomía de una Rosca: Elementos Clave
- La Importancia Vital de la Profundidad de Rosca
- Perfiles de Rosca y su Influencia en la Profundidad
- Sistemas de Rosca Comunes y sus Características de Profundidad
- Medición de la Profundidad de Rosca: Enfoque Práctico (Roscas Internas)
- Cálculo de la Profundidad de Rosca para Fabricación en Torno
- Verificación y Control de Calidad de la Profundidad de Rosca
- Preguntas Frecuentes (FAQ) sobre la Profundidad de Rosca
- ¿Qué es el paso de una rosca y cómo se relaciona con la profundidad?
- ¿Por qué es crucial la profundidad de rosca en aplicaciones de sellado?
- ¿Es lo mismo la profundidad de rosca teórica que la profundidad funcional?
- ¿La profundidad de rosca es siempre igual a la altura del filete?
- ¿Cómo afecta la 'calidad' (fina, media, basta) a la profundidad de la rosca?
- Conclusión
¿Qué es la Profundidad de Rosca?
La profundidad de rosca, denotada usualmente como 'h', es una de las características más importantes que definen un perfil de rosca. Se define como la distancia perpendicular medida desde la cresta (la parte más saliente del filete) hasta el fondo o valle (la parte más baja del surco) del filete. Esta medición se realiza perpendicularmente al eje de simetría del núcleo del cilindro ideal sobre el que se forma la rosca. Esencialmente, es la altura del filete que se engrana entre el tornillo y la tuerca, garantizando un contacto adecuado y la transmisión de fuerzas.
Aunque la definición parece sencilla, su valor y cómo se logra varían significativamente según el tipo de rosca y su aplicación. Una rosca con una profundidad insuficiente podría llevar a un fallo prematuro de la unión, mientras que una profundidad excesiva podría dificultar el montaje o generar tensiones innecesarias en el material. Por lo tanto, controlar este parámetro con precisión es vital para la fiabilidad de cualquier sistema roscado.
Anatomía de una Rosca: Elementos Clave
Para entender a fondo la profundidad de rosca, es fundamental conocer las partes que la componen. Una rosca es el resultado de una trayectoria helicoidal descrita en torno a un eje cilíndrico, dando lugar a una serie de elementos característicos:
- Filete: Es la superficie helicoidal que constituye la rosca o la parte saliente del surco. Una rosca puede tener uno o varios filetes.
- Hilo: Cada vuelta completa del filete alrededor del núcleo.
- Núcleo: El cilindro imaginario sobre el cual se enrolla el filete de la rosca.
- Flanco: Cada una de las caras laterales del filete.
- Fondo (o Valle): El lugar donde se unen los flancos por la parte interior, la parte más baja del surco.
- Cresta: El lugar donde se unen los flancos por la parte exterior, la parte más saliente del surco.
- Vano: El espacio vacío entre dos flancos consecutivos.
- Base: La línea imaginaria donde el filete se apoya en el núcleo.
La profundidad de rosca 'h' se mide directamente entre la cresta y el fondo, abarcando la altura total del filete. Otros elementos importantes que definen una rosca incluyen el Paso (P), que es la distancia entre dos filetes consecutivos; el Avance (A), que es la distancia que avanza o retrocede un tornillo o tuerca en una vuelta; el Ángulo de rosca (α), formado por dos flancos contiguos; y los diferentes diámetros (exterior, interior y medio), que son cruciales para el ajuste.
La Importancia Vital de la Profundidad de Rosca
La profundidad de rosca no es simplemente una medida; es un factor determinante para el rendimiento y la durabilidad de una unión roscada. Su correcta especificación y ejecución son cruciales por varias razones:
- Sujeción y Resistencia: La profundidad adecuada asegura un engranaje completo entre el tornillo y la tuerca, maximizando la superficie de contacto entre los filetes. Esto distribuye las cargas de manera uniforme, evitando la concentración de tensiones y aumentando la resistencia de la unión a la tracción y al cizallamiento. Una profundidad insuficiente puede provocar el "barrido" de la rosca bajo carga.
- Transmisión de Fuerza y Movimiento: En aplicaciones donde la rosca transmite fuerza para generar un desplazamiento (como en husillos de máquinas herramienta), la profundidad correcta garantiza que el movimiento sea suave, preciso y que la carga se transfiera eficientemente sin deslizamiento o desgaste excesivo.
- Hermeticidad y Sellado: En roscas diseñadas para aplicaciones hidráulicas o neumáticas (como las roscas NPT o BSP), la profundidad es vital para lograr un sellado efectivo. Aunque a menudo se usan selladores adicionales, la interferencia adecuada entre los filetes cónicos, que depende directamente de la profundidad, es la base para evitar fugas de fluidos (líquidos o gaseosos).
- Ajuste y Calibración: En herramientas de precisión o instrumentos de medición, la capacidad de ajuste fino se logra mediante roscas. La profundidad consistente y precisa permite un movimiento suave y predecible, esencial para la calibración y el funcionamiento correcto.
En resumen, la profundidad de rosca es un pilar fundamental en la ingeniería de uniones, influyendo directamente en la seguridad, eficiencia y vida útil de los componentes roscados.
Perfiles de Rosca y su Influencia en la Profundidad
El perfil de la rosca, que es la forma de la sección transversal del filete, tiene una influencia directa en su profundidad teórica y en sus propiedades funcionales. Los perfiles más comunes son:
- Triangulares: Son los más comunes para fijación, ofreciendo una gran superficie de contacto. Su ángulo de flanco y, por ende, su profundidad, están estandarizados en sistemas como el métrico (60°) o el Whitworth (55°). La profundidad es una fracción del paso.
- Cuadradas: Utilizadas para altas resistencias y transmisión de fuerza. Su perfil es un cuadrado, lo que resulta en una profundidad considerable, aunque son menos comunes hoy día debido a la dificultad de fabricación y ajuste.
- Trapezoidales: Perfiles en forma de trapecio isósceles, muy empleados en la transmisión de fuerza y como guías. Ofrecen buena resistencia y capacidad de carga, con una profundidad bien definida por su geometría.
- Redondas: Ideales para roscas que deben soportar impactos o donde el material es delgado (como en bombillas o envases). Su forma redondeada evita aristas y concentración de tensiones, aunque su profundidad efectiva puede ser menor en comparación con otros perfiles triangulares. La Rosca Edison es un ejemplo popular.
- Diente de Sierra: Facilitan el roscado rápido y son comunes en envases. Su perfil asimétrico (un flanco casi vertical y otro inclinado) maximiza la resistencia en una dirección específica, lo que afecta cómo se distribuye la profundidad efectiva en ese sentido.
Cada perfil está diseñado para una aplicación específica, y la profundidad de rosca es una consecuencia directa de esta elección geométrica, afectando la forma en que la rosca interactúa con su contraparte.
Sistemas de Rosca Comunes y sus Características de Profundidad
Existen diversos sistemas de rosca estandarizados a nivel mundial, cada uno con un perfil, ángulo y relación de profundidad específicos. A continuación, se presentan algunos de los más relevantes:
Rosca Métrica (ISO)
Es el sistema más utilizado globalmente, basado en el Sistema Internacional de Unidades (SI). Su ángulo de flanco es de 60°. Las aristas suelen ser más redondeadas que en otros sistemas para mejorar la resistencia a la fatiga. La profundidad nominal de la rosca métrica (H) se calcula a partir del paso (P), siendo la profundidad teórica del filete aproximadamente 0.866 veces el paso. Sin embargo, debido a los truncamientos y redondeos en las crestas y fondos, la profundidad real de engranaje (h) es menor, típicamente alrededor de 0.6134 veces el paso. No es intrínsecamente estanca y requiere juntas o selladores para aplicaciones de fluidos.
Rosca Whitworth
Fue el primer sistema estandarizado a nivel mundial, desarrollado en Inglaterra. Su ángulo de rosca es de 55°, y tanto las crestas como los fondos son redondeados. La profundidad de la rosca Whitworth es aproximadamente 0.6403 veces el paso. Aunque ha sido reemplazada en gran medida por el sistema métrico, aún se encuentra en maquinaria antigua y en algunas aplicaciones específicas.
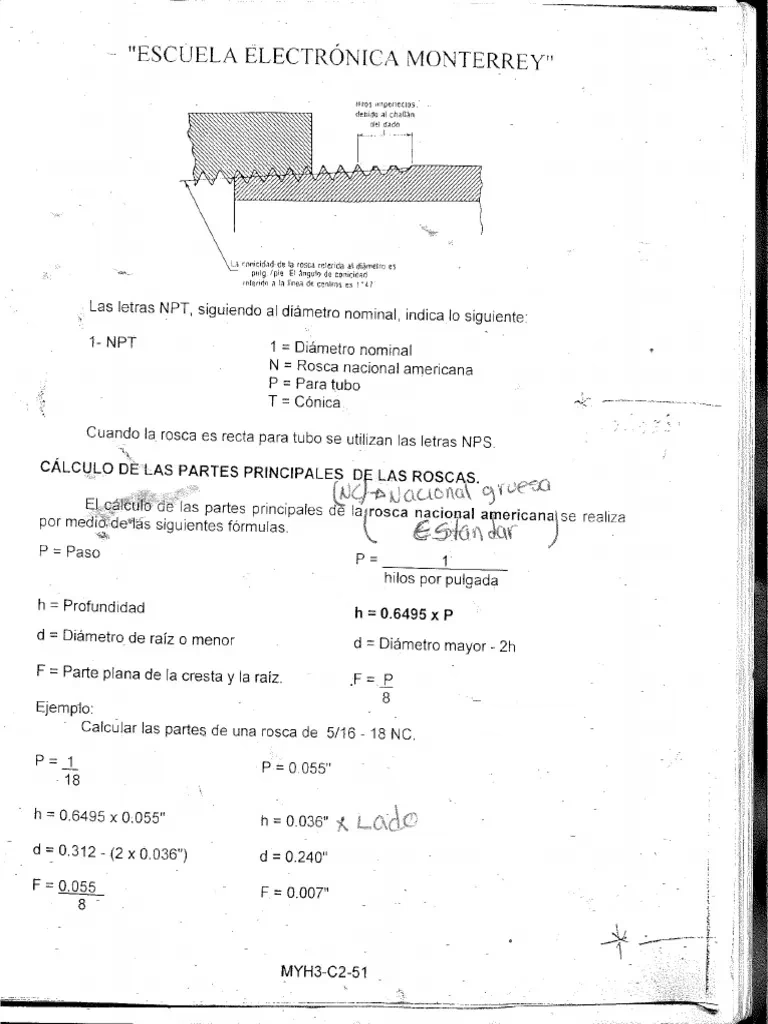
Rosca Sellers o NPT (National Pipe Taper)
Común en Estados Unidos, especialmente en la industria automotriz y para tuberías. El ángulo del diente es de 60°. Las roscas NPT son cónicas (conicidad de 1° 47'), lo que permite un ajuste por interferencia para lograr un sellado hermético sin necesidad de otros elementos sellantes (aunque se recomienda usar selladores para mayor seguridad). La profundidad de estas roscas varía a lo largo de su longitud debido a la conicidad, y la inspección de profundidad funcional es crucial.
Rosca BSP (British Standard Pipe) o Rosca Gas
Basada en el perfil Whitworth (ángulo de 55°), las roscas BSP pueden ser cilíndricas (G) o cónicas (R para machos, Rp y Rc para hembras). Al igual que la NPT, se usan comúnmente en sistemas de tuberías y fontanería, pero con un perfil de rosca y conicidad diferentes. La profundidad de sus filetes sigue la proporción del perfil Whitworth.
| Sistema de Rosca | Ángulo de Rosca (α) | Perfil Típico | Profundidad Teórica (aprox.) | Uso Principal |
|---|---|---|---|---|
| Métrica (ISO) | 60° | Triangular (redondeado) | 0.6134 x Paso (P) | Fijación general, universal |
| Whitworth | 55° | Triangular (redondeado) | 0.6403 x Paso (P) | Antiguas fijaciones, algunas tuberías |
| Sellers / NPT | 60° | Triangular (pronunciado, cónico) | Varía con conicidad, aprox. 0.640 x Paso (P) | Tuberías (EE. UU.), sellado por interferencia |
| BSP (Gas) | 55° | Triangular (redondeado, cilíndrica/cónica) | 0.6403 x Paso (P) | Tuberías (Europa), sellado por interferencia/junta |
| ACME | 29° | Trapezoidal | 0.5 x Paso (P) + 0.005 pulgadas | Transmisión de fuerza, husillos |
Medición de la Profundidad de Rosca: Enfoque Práctico (Roscas Internas)
Medir la profundidad de una rosca interna puede ser un desafío. Una manera rápida y precisa de verificarla es utilizando calibradores pasa/no pasa (go/no-go thread plug gages) modificados con muescas o escalones de profundidad. Este método proporciona una inspección funcional de la profundidad, asegurando que el tornillo o perno externo pueda ensamblarse completamente hasta la profundidad diseñada.
Calibradores Pasa/No Pasa con Muescas de Profundidad
La muesca de profundidad es una marca visual en el calibrador que permite una medición de "pasa/no pasa". Puede representar la profundidad mínima, la máxima, o ambas. Si la muesca de profundidad mínima en el calibrador pasa/no pasa entra en la rosca interna hasta la cara o dentro de la rosca del producto, se ha logrado la profundidad funcional mínima. Si la muesca representa la profundidad máxima, entonces la muesca no debe entrar en la rosca o debe quedar por encima de la cara de la pieza. En el caso de tener muescas de profundidad mínima y máxima, la muesca inferior (mínima) debe entrar en la rosca y la muesca superior (máxima) no debe hacerlo.
La clave para asegurar que se ha logrado la profundidad de rosca correcta se encuentra en el dibujo detallado de la pieza. Los calibradores deben coincidir con los requisitos de la pieza. La mayor preocupación al tratar con la profundidad de rosca es la ubicación desde y hacia dónde se mide la profundidad. Generalmente, las profundidades de rosca se diseñan para ser medidas desde la línea central de la primera rosca completa en el fondo del agujero roscado. Esto significa que el calibrador también debe fabricarse para medir desde la misma ubicación.
Consideraciones Especiales
La muesca de profundidad en el calibrador pasa/no pasa suele ser rectificada a 90 grados con respecto al eje del calibrador. El plano se rectifica en una ubicación de la circunferencia de la rosca que bisecará o dividirá la cresta de la rosca, lo que permite la muesca más precisa y visible.
Es importante tener en cuenta otras características que pueden afectar la medición, como los agujeros ciegos (un agujero que no atraviesa la pieza), los puntos de perforación, los radios, los chaflanes o los agujeros de fondo plano. Estas características pueden requerir que el calibrador sea modificado para asegurar una inspección precisa y sin interferencias. En los casos en que el agujero roscado pueda tener interferencia con la parte convolucionada (rosca incompleta) del calibrador, la cara del calibrador puede ser rectificada hasta dentro de 0.5P (media paso) de la línea central de la primera rosca completa. Esta operación elimina cualquier porción del calibrador que se extendería más allá de la primera rosca completa, permitiendo que la rosca se inspeccione hasta el fondo de la rosca completa.
Para calibradores con pasos finos (28 hilos por pulgada o más finos) o diámetros pequeños (como #8 o más pequeños), a menudo se utiliza un chaflán de 60 grados en lugar de la convolución. Esto puede dificultar la rectificación de muescas de profundidad precisas, ya que la ubicación de la primera rosca completa en un calibrador chaflanado se vuelve problemática. Además, rectificar una muesca en una rosca de diámetro pequeño puede reducir significativamente la resistencia del calibrador. En estos casos, especialmente en agujeros ciegos, se aconseja solicitar que se retire la punta del calibrador pasa.
Si bien este tipo de inspección de la profundidad de rosca no proporciona una "medición" real de la profundidad, sí ofrece una inspección "funcional" del agujero roscado. El propósito principal de la inspección funcional es asegurar el correcto ensamblaje de las piezas acopladas.
Cálculo de la Profundidad de Rosca para Fabricación en Torno
Cuando se fabrica una rosca en un torno, es crucial saber cuánta profundidad debe cortar la herramienta. Aunque las profundidades teóricas se derivan de los estándares de rosca, en la práctica, los torneros utilizan factores empíricos para determinar la profundidad de corte radial. Los métodos pueden variar, pero una aproximación comúnmente utilizada es la siguiente:
Para Roscas Métricas
Para calcular la profundidad de corte radial (la distancia que la herramienta avanza desde el diámetro exterior hasta el fondo del valle), se multiplica el paso (P) de la rosca por un factor específico. Un método práctico sugiere:
Profundidad de Corte Radial (métrica) = Paso (P) × 1.28
Por ejemplo, si tienes una rosca métrica con un paso de 1.5 mm:
Profundidad de Corte Radial = 1.5 mm × 1.28 = 1.92 mm
Este valor representa la distancia que la herramienta debe penetrar radialmente en el material para formar la rosca.
Para Roscas Imperiales (en pulgadas)
Para roscas imperiales, la profundidad de corte radial se calcula dividiendo 1 entre el número de hilos por pulgada (TPI) y luego multiplicando por el mismo factor empírico:
Profundidad de Corte Radial (imperial) = (1 / Hilos por Pulgada) × 1.28
Por ejemplo, para una rosca de 14 TPI (14 hilos por pulgada):
1 / 14 TPI ≈ 0.07142 pulgadas
Profundidad de Corte Radial = 0.07142 pulgadas × 1.28 ≈ 0.0914 pulgadas
Si se desea convertir esta profundidad radial a milímetros o al "cutting depth on diameter" (profundidad de corte en diámetro total), se aplicarían las conversiones adicionales. Por ejemplo, si 0.0914 pulgadas es la profundidad radial, la profundidad de corte total en el diámetro sería el doble de este valor, y luego se convertiría a milímetros si fuera necesario (0.0914 pulgadas x 25.4 mm/pulgada = 2.322 mm para la profundidad radial en mm, y luego *2 para la profundidad total en el diámetro si eso es lo que el operario del torno necesita ajustar).
Es importante destacar que estos cálculos son aproximaciones prácticas para la operación de torneado y pueden diferir ligeramente de las profundidades teóricas perfectas definidas por los estándares. Sin embargo, son métodos probados que los maquinistas utilizan para obtener resultados precisos y funcionales.
Verificación y Control de Calidad de la Profundidad de Rosca
Además de los calibradores pasa/no pasa con muescas, existen métodos más precisos para verificar la profundidad de rosca y otros elementos geométricos, especialmente en entornos de control de calidad o metrología:
- Peines o Galgas de Rosca: Son herramientas manuales con láminas numeradas que tienen diferentes perfiles de rosca y pasos. Al encajar la lámina correcta en la rosca, se puede identificar el paso y, por extensión, inferir la profundidad. Aunque útiles para una identificación rápida en el taller, no son el método más preciso para medir la profundidad exacta, especialmente en roscas muy pequeñas.
- Proyectores de Perfiles: Estos instrumentos ópticos proyectan una imagen ampliada del perfil de la rosca sobre una pantalla. Permiten medir con gran precisión elementos como el ángulo de rosca, la forma del flanco y, de manera indirecta, la profundidad, al comparar el perfil real con plantillas o software.
- Micrómetros Específicos y Técnica de las Tres Varillas: Para mediciones de alta precisión del diámetro medio de la rosca (que indirectamente verifica la profundidad y el paso), se utilizan micrómetros equipados con puntas especiales o la técnica de las tres varillas. Esta técnica involucra la colocación de tres varillas de precisión en los valles de la rosca y la medición del diámetro sobre ellas, lo que permite calcular el diámetro medio y verificar la conformidad con las especificaciones.
Estos métodos más avanzados son fundamentales para garantizar que las roscas cumplan con las tolerancias estrictas requeridas en aplicaciones críticas.
Preguntas Frecuentes (FAQ) sobre la Profundidad de Rosca
¿Qué es el paso de una rosca y cómo se relaciona con la profundidad?
El paso (P) es la distancia entre dos crestas o valles consecutivos de una rosca, medida paralelamente al eje. La profundidad de rosca está directamente relacionada con el paso: a mayor paso, mayor será la profundidad del filete, y viceversa. Los estándares de rosca definen la profundidad como una proporción del paso.
¿Por qué es crucial la profundidad de rosca en aplicaciones de sellado?
En roscas diseñadas para sellar fluidos (como las roscas cónicas NPT o BSP), la profundidad del filete es fundamental para crear una interferencia adecuada entre las superficies de contacto del tornillo y la tuerca. Esta interferencia es la que forma un sello metal-metal, o proporciona la base para que un sellador adicional funcione eficazmente, previniendo fugas.
¿Es lo mismo la profundidad de rosca teórica que la profundidad funcional?
No, no son siempre lo mismo. La profundidad teórica es el valor ideal calculado según los estándares del perfil de rosca. La profundidad funcional, especialmente en roscas internas, se refiere a la profundidad real hasta la cual una rosca puede engranar completamente con su contraparte, considerando factores como la presencia de un chaflán, un agujero ciego o imperfecciones de fabricación. Los calibradores de profundidad miden esta profundidad funcional.
¿La profundidad de rosca es siempre igual a la altura del filete?
Sí, la profundidad de rosca (h) es, por definición, la altura del filete, medida desde su cresta hasta su fondo. Es la dimensión vertical del perfil del filete.
¿Cómo afecta la 'calidad' (fina, media, basta) a la profundidad de la rosca?
En el contexto de las roscas, la 'calidad' a menudo se refiere al tipo de paso: fino (f), medio (m) o basto (g). Para un mismo diámetro exterior, una rosca de paso fino tendrá un paso más pequeño y, por lo tanto, una menor profundidad de rosca en comparación con una de paso medio o basto. Los pasos finos son útiles para ajustes precisos o donde se requiere mayor resistencia a la vibración, mientras que los pasos bastos ofrecen un montaje y desmontaje más rápido.
Conclusión
La profundidad de rosca es mucho más que una simple medida en un tornillo o tuerca; es un parámetro crítico que subyace a la fiabilidad, la seguridad y la eficiencia de innumerables aplicaciones. Desde las uniones de fijación más básicas hasta los complejos sistemas de transmisión de fuerza, la correcta especificación, medición y control de la profundidad de rosca son indispensables.
Hemos explorado su definición, la influencia de los diferentes perfiles y sistemas de rosca, los métodos de medición funcional para roscas internas y las prácticas de cálculo utilizadas en el torno. Dominar estos conceptos no solo mejora la calidad de los productos, sino que también optimiza los procesos de fabricación y asegura la longevidad de los componentes roscados. La próxima vez que veas una rosca, recuerda que su verdadera fuerza yace en la precisión de su profundidad.
Si quieres conocer otros artículos parecidos a Profundidad de Rosca: Definición, Cálculo y Medición puedes visitar la categoría Cálculos.