24/04/2024
En el dinámico mundo de la producción y los servicios, la búsqueda de la calidad y la eficiencia es constante. Mantener un proceso estable y predecible es fundamental para garantizar productos o servicios consistentes y satisfactorios. Aquí es donde entra en juego el Control Estadístico de Procesos (CEP), una disciplina que nos permite monitorear y analizar el rendimiento de un proceso utilizando herramientas estadísticas.
Entre las herramientas más potentes y ampliamente utilizadas en el CEP se encuentran los gráficos de control, y en particular, el gráfico X-Bar R. Este par de gráficos no solo nos ayuda a entender si nuestro proceso está operando dentro de los límites esperados, sino que también nos alerta sobre la presencia de variaciones inusuales que requieren nuestra atención. Si alguna vez te has preguntado cómo asegurar que tu producción se mantenga constante o cómo detectar problemas antes de que afecten la calidad final, has llegado al lugar correcto. Prepárate para desentrañar los secretos detrás de la X-barra y los límites de control, transformando tus datos en una fuente de decisiones inteligentes.
- ¿Qué es X-Bar en Estadística?
- El Gráfico X-Bar R: Una Dupla Indispensable para el Control de Procesos
- Componentes Clave y Fórmulas Esenciales del Gráfico X-Bar R
- La Tabla de Constantes: Tu Guía para Calcular los Límites
- Interpretación de los Gráficos X-Bar R: Más Allá de los Números
- Límites de Control vs. Límites de Especificación: Una Distinción Crucial
- Aplicaciones Prácticas: Donde los Gráficos X-Bar R Hacen la Diferencia
- Mejores Prácticas y Consideraciones Clave
- Preguntas Frecuentes (FAQ) sobre los Gráficos X-Bar R
- ¿Cómo se calcula la X-barra?
- ¿Cuál es la fórmula principal para el gráfico X-bar R?
- ¿Qué significa X-bar en el ámbito estadístico?
- ¿De qué manera se determinan los límites de control en un gráfico X-bar R?
- ¿Cuál es la diferencia fundamental entre los límites de control y los límites de especificación?
- Conclusión
¿Qué es X-Bar en Estadística?
En el corazón del control de procesos, la X-barra (representada como X) es un concepto estadístico fundamental que denota la media o promedio de un subgrupo de mediciones. Cuando estamos monitoreando un proceso continuo, es común tomar muestras de datos en intervalos regulares. Cada una de estas muestras se denomina 'subgrupo'. La X-barra, entonces, es simplemente el promedio aritmético de todas las mediciones dentro de ese subgrupo específico.
Por ejemplo, si tomamos cinco unidades de un producto cada hora y medimos una característica específica (como el peso o la longitud), la X-barra para esa hora sería el promedio de las mediciones de esas cinco unidades. Esta X-barra nos proporciona una instantánea del rendimiento promedio del proceso en ese momento particular. En un gráfico de control X-Bar, cada punto trazado representa la X-barra de un subgrupo, permitiéndonos observar cómo la media del proceso varía con el tiempo. Es una herramienta esencial para monitorear el centro o la tendencia central de un proceso.
El Gráfico X-Bar R: Una Dupla Indispensable para el Control de Procesos
El gráfico X-Bar R no es una herramienta única, sino una combinación de dos gráficos distintos que trabajan en conjunto para proporcionar una visión completa de la estabilidad y variabilidad de un proceso. Esta dualidad es lo que lo convierte en un instrumento tan valioso en el Control Estadístico de Procesos (CEP) para datos continuos, especialmente cuando las mediciones individuales se recopilan en subgrupos a intervalos regulares.
El Gráfico X-Bar: Monitoreando el Promedio del Proceso
El gráfico X-Bar, como su nombre lo indica, se enfoca en el promedio de las mediciones dentro de cada subgrupo. Su propósito principal es detectar cambios o desplazamientos en la media del proceso. Si el promedio de tus subgrupos comienza a desviarse consistentemente de la línea central (el promedio general del proceso), el gráfico X-Bar te alertará sobre una posible inestabilidad en la tendencia central del proceso. Esto podría indicar problemas como un ajuste incorrecto de la máquina, un cambio en las materias primas o un error del operador.
El Gráfico R: Vigilando la Variabilidad del Proceso
Complementando al gráfico X-Bar, el gráfico R (de 'Rango') monitorea la variabilidad o la dispersión de las mediciones dentro de cada subgrupo. El rango se calcula como la diferencia entre la medición más alta y la más baja en un subgrupo. Este gráfico es crucial porque un proceso puede tener una media estable (lo que se vería bien en el gráfico X-Bar), pero una variabilidad excesiva, lo que significa que las unidades individuales están muy dispersas. El gráfico R ayuda a identificar cambios en la variabilidad del proceso, como un desgaste de la herramienta, problemas de mantenimiento o inconsistencias en los materiales.
Juntos, el gráfico X-Bar y el gráfico R ofrecen información valiosa sobre el rendimiento del proceso. Es fundamental que ambos gráficos muestren un proceso 'en control' para poder confiar en la estabilidad y previsibilidad del mismo. Un proceso que está en control en ambos gráficos es un proceso estable y predecible, lo que permite tomar decisiones basadas en datos y mantener una calidad de producto consistente.
Componentes Clave y Fórmulas Esenciales del Gráfico X-Bar R
Para construir y comprender un gráfico X-Bar R, es fundamental conocer sus componentes y las fórmulas utilizadas para calcularlos. Cada elemento juega un papel crucial en la interpretación de la estabilidad del proceso.
1. La Media del Subgrupo (X-Bar)
Esta es la base del gráfico X-Bar. Representa el promedio de las mediciones dentro de cada subgrupo. Se calcula de la siguiente manera:
X-Bar = Σx / n
- Donde Σx es la suma de todas las mediciones individuales dentro de un subgrupo.
- Y n es el tamaño del subgrupo (el número de mediciones en cada subgrupo).
2. El Rango del Subgrupo (R)
El rango mide la dispersión o variabilidad dentro de cada subgrupo. Es la diferencia entre el valor más alto y el más bajo en ese subgrupo.
R = max(x) - min(x)
- Donde max(x) es el valor más alto en el subgrupo.
- Y min(x) es el valor más bajo en el subgrupo.
3. La Línea Central (CL) para el Gráfico X-Bar
La línea central del gráfico X-Bar representa el promedio general de todas las X-barras de los subgrupos. Es el valor esperado de la media del proceso cuando este está en control.
CL = ΣX-bar / m
- Donde ΣX-bar es la suma de todas las medias de los subgrupos.
- Y m es el número total de subgrupos.
4. El Rango Promedio (R-Bar)
Similar a la línea central de X-Bar, R-bar es el promedio de los rangos de todos los subgrupos. Sirve como la línea central para el gráfico R y es fundamental para calcular los límites de control.
R-bar = ΣR / m
- Donde ΣR es la suma de todos los rangos de los subgrupos.
- Y m es el número total de subgrupos.
5. Los Límites de Control (UCL y LCL)
Estos son los "guardarraíles" que definen el rango aceptable de variación para el proceso. Cualquier punto que caiga fuera de estos límites indica que el proceso está "fuera de control estadístico" y requiere investigación.
Para el Gráfico X-Bar:
Límite de Control Superior (UCL) = CL + (A2 × R-bar)
Límite de Control Inferior (LCL) = CL - (A2 × R-bar)
Para el Gráfico R:
Límite de Control Superior (UCL) = D4 × R-bar
Límite de Control Inferior (LCL) = D3 × R-bar
Donde A2, D3 y D4 son constantes del gráfico de control que dependen del tamaño del subgrupo (n). Estas constantes son cruciales para un cálculo preciso y se obtienen de tablas estandarizadas.
La Tabla de Constantes: Tu Guía para Calcular los Límites
Las constantes A2, D3 y D4 son coeficientes preestablecidos que se utilizan para calcular los límites de control en los gráficos X-Bar R. Su valor depende exclusivamente del tamaño del subgrupo (n). Es importante seleccionar la constante correcta para asegurar la precisión de tus límites de control. A continuación, se presenta una tabla común de estas constantes para diferentes tamaños de subgrupo:
| Tamaño del Subgrupo (n) | A2 | D3 | D4 |
|---|---|---|---|
| 2 | 1.88 | 0 | 3.27 |
| 3 | 1.02 | 0 | 2.57 |
| 4 | 0.73 | 0 | 2.28 |
| 5 | 0.58 | 0 | 2.11 |
| 6 | 0.48 | 0.03 | 2.00 |
| 7 | 0.42 | 0.07 | 1.92 |
| 8 | 0.37 | 0.14 | 1.86 |
| 9 | 0.34 | 0.18 | 1.82 |
Observa que para tamaños de subgrupo pequeños (n=2, 3, 4), la constante D3 es 0. Esto significa que el Límite de Control Inferior para el gráfico R será 0, ya que el rango no puede ser negativo.
Interpretación de los Gráficos X-Bar R: Más Allá de los Números
Una vez que has calculado y trazado tus gráficos X-Bar y R con sus respectivas líneas centrales y límites de control, la verdadera magia reside en su interpretación. Estos gráficos no son solo una representación visual de datos; son una ventana al comportamiento de tu proceso.
Proceso en Control Estadístico
Un proceso se considera en control estadístico cuando todos los puntos en ambos gráficos (X-Bar y R) caen dentro de sus límites de control y no muestran patrones no aleatorios (como tendencias, ciclos o una serie de puntos en un lado de la línea central). Cuando un proceso está en control, su variabilidad es predecible y se debe únicamente a causas comunes de variación, que son inherentes al proceso y no pueden ser eliminadas sin un cambio fundamental en el proceso mismo.
Proceso Fuera de Control Estadístico: Causas Especiales
Si un punto cae fuera de los límites de control, o si se observa un patrón no aleatorio, el proceso se considera fuera de control estadístico. Esto indica la presencia de una 'causa especial' de variación. A diferencia de las causas comunes, las causas especiales son eventos específicos, identificables y generalmente no deseados que afectan el proceso. Podrían ser:
- Un cambio en la materia prima.
- Un operador nuevo o no capacitado.
- Un fallo o desajuste en el equipo.
- Un cambio en el método de trabajo.
Cuando se detecta una causa especial, es crucial investigar la causa raíz, corregirla y, si es posible, eliminarla para evitar que vuelva a ocurrir. Ignorar una señal de fuera de control puede llevar a una calidad inconsistente y a un aumento de defectos.
Límites de Control vs. Límites de Especificación: Una Distinción Crucial
Es común confundir los límites de control con los límites de especificación, pero son conceptos fundamentalmente diferentes y sirven a propósitos distintos en la gestión de la calidad. Entender esta diferencia es vital para una correcta toma de decisiones.
Límites de Control
Los límites de control (UCL y LCL) son fronteras estadísticas calculadas a partir de los datos históricos del propio proceso. Reflejan la variabilidad inherente y natural del proceso cuando opera bajo condiciones estables. Su propósito principal es monitorear y controlar la estabilidad interna del proceso, distinguiendo entre la variación por causas comunes (esperada) y la variación por causas especiales (inesperada). Son indicadores de la capacidad del proceso para mantenerse constante y predecible.
Límites de Especificación
Por otro lado, los límites de especificación son límites externos definidos por el cliente, por estándares de la industria, por requisitos de diseño o por normativas. Representan el rango aceptable para una característica del producto o servicio. No se derivan de la variabilidad del proceso, sino de lo que el cliente o el diseño requiere. Su propósito es definir lo que es un producto o servicio 'conforme' o 'aceptable'.
Aquí una tabla comparativa para aclarar sus diferencias:
| Categoría | Límites de Control | Límites de Especificación |
|---|---|---|
| Propósito y Enfoque | Monitorean y controlan la estabilidad de los procesos internos; distinguen entre variación por causas comunes y especiales. | Definen el rango aceptable de características del producto/servicio según requisitos del cliente, estándares o normativas. |
| Origen de los Límites | Derivados de datos históricos del proceso y análisis estadístico de la variabilidad inherente. | Determinados por diseño de ingeniería, requisitos del cliente o estándares de la industria. |
| Variabilidad y Cálculo | Calculados a partir de la variabilidad inherente del proceso (media y desviación estándar). | No se basan en la variabilidad del proceso; son valores fijos que definen el "ideal" o "aceptable". |
| Uso en Gráficos y Calidad | Parte integral de los gráficos de control para monitorear el rendimiento del proceso a lo largo del tiempo. | Se incorporan en las especificaciones de calidad del producto/servicio; no se representan directamente en los gráficos de control. |
Es importante destacar que un proceso puede estar en control estadístico (es decir, todos los puntos dentro de los límites de control) pero aun así producir productos que no cumplan con las especificaciones (es decir, fuera de los límites de especificación). Esto significa que el proceso es estable, pero su capacidad inherente no es suficiente para satisfacer los requisitos del cliente. En tal caso, se necesita una mejora fundamental del proceso, no solo la eliminación de causas especiales.
Aplicaciones Prácticas: Donde los Gráficos X-Bar R Hacen la Diferencia
La versatilidad de los gráficos X-Bar R los convierte en herramientas aplicables en una amplia gama de industrias y sectores, demostrando su valor en la búsqueda de la excelencia operativa y la calidad constante.
1. Procesos de Manufactura y Producción
Este es quizás el ámbito más tradicional donde los gráficos X-Bar R brillan. En la fabricación, la precisión y la consistencia son primordiales. Se utilizan para monitorear variables críticas como:
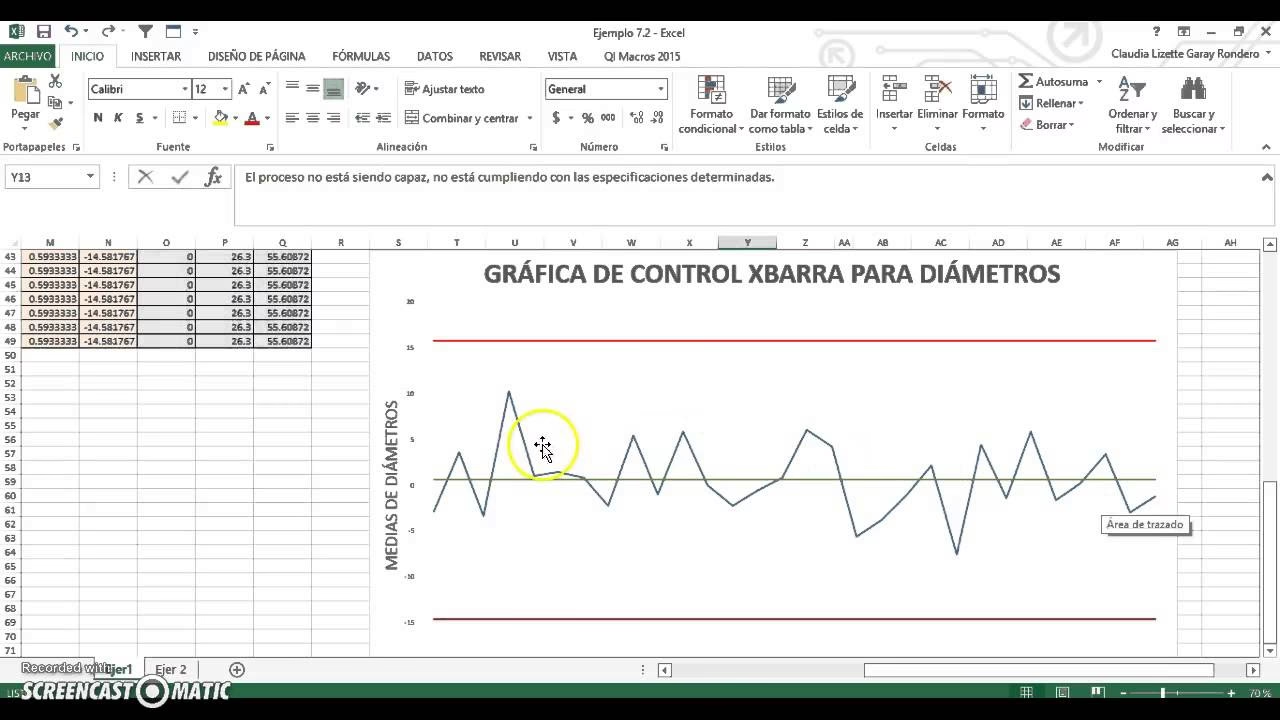
- Medidas dimensionales: El diámetro de un eje, la longitud de un componente.
- Peso: El peso de un paquete de alimentos o una tableta farmacéutica.
- Temperatura: La temperatura de un horno industrial o un proceso de curado.
- Composición química: La concentración de un ingrediente en una mezcla.
Al establecer límites estadísticos, las organizaciones pueden identificar rápidamente desviaciones del rendimiento esperado, permitiendo intervenciones oportunas y acciones correctivas para prevenir la propagación de defectos y asegurar que los productos cumplan con especificaciones estrictas.
2. Industrias de Servicios (Centros de Llamadas, Soporte Técnico)
Aunque tradicionalmente asociados con productos físicos, los gráficos X-Bar R son igualmente valiosos en el sector de servicios. Aquí, se aplican a métricas intangibles que afectan la experiencia del cliente y la eficiencia operativa:
- Tiempos de respuesta promedio: En un centro de llamadas, el tiempo promedio para atender una consulta.
- Tiempos de espera: La duración promedio que un cliente espera en una cola.
- Tasas de resolución en la primera llamada: El porcentaje de problemas resueltos sin necesidad de una segunda interacción.
Al monitorear estas métricas, las organizaciones pueden identificar problemas de personal, brechas en la capacitación o ineficiencias sistémicas, permitiendo una remediación rápida y una mejora continua del servicio.
3. Salud y Proyectos de Mejora de la Calidad
En el sector de la salud, donde la vida y el bienestar están en juego, los gráficos X-Bar R desempeñan un papel crucial en garantizar la prestación consistente de atención de alta calidad. Se pueden aplicar para monitorear:
- Tiempos de espera de pacientes: En una sala de emergencias o clínica.
- Precisión en la administración de medicamentos: Monitoreando errores o desviaciones.
- Tiempos de entrega de resultados de laboratorio: Asegurando la eficiencia en los diagnósticos.
Al establecer límites derivados estadísticamente, los proveedores de atención médica pueden identificar desviaciones que podrían indicar problemas sistémicos o riesgos potenciales, permitiendo intervenciones proactivas para mejorar la seguridad del paciente y la calidad de la atención.
Estos ejemplos son solo una muestra de la vasta gama de aplicaciones de los límites de control. Independientemente del contexto, proporcionan un marco cuantitativo para monitorear, controlar y mejorar continuamente los procesos, fomentando la excelencia operativa, la garantía de calidad y la satisfacción del cliente.
Mejores Prácticas y Consideraciones Clave
Para aprovechar al máximo los gráficos X-Bar R y el control estadístico de procesos, es crucial seguir ciertas mejores prácticas y tener en cuenta algunas consideraciones importantes.
Recopilación y Estructura de Datos
La calidad de tus gráficos depende directamente de la calidad de tus datos. Asegúrate de que los datos sean:
- Representativos: Recopila datos que reflejen el rendimiento típico del proceso.
- Consistentes: Utiliza métodos de medición y recopilación de datos uniformes.
- Organizados en subgrupos: Los datos deben estar agrupados lógicamente en subgrupos de tamaño constante. Por ejemplo, en una hoja de cálculo, esto podría ser la primera columna para el número de subgrupo y las siguientes columnas para las mediciones individuales dentro de cada subgrupo.
Un ejemplo de estructura de datos adecuada para un tamaño de subgrupo de 5 podría ser:
Número de Subgrupo | Medición 1 | Medición 2 | Medición 3 | Medición 4 | Medición 5
1 | 97 | 101 | 102 | 98 | 100
2 | 99 | 100 | 101 | 102 | 101
3 | 100 | 101 | 102 | 99 | 98Asegúrate de que las columnas estén separadas por tabulaciones o comas si estás importando desde un archivo de texto o una hoja de cálculo.
Supuestos y el Teorema del Límite Central
Si bien las observaciones individuales no necesitan estar normalmente distribuidas, se asume que las medias de los subgrupos (X-barras) sí lo están. Afortunadamente, gracias al Teorema del Límite Central, las medias de los subgrupos a menudo se distribuyen aproximadamente de forma normal para tamaños de subgrupo superiores a 4 o 5, independientemente de la distribución de las observaciones individuales. Esto hace que los gráficos X-Bar sean robustos para una amplia variedad de procesos.
La Importancia de la Variabilidad: Gráfico R Primero
Un principio fundamental en el uso de los gráficos X-Bar R es que la variabilidad del proceso (monitoreada por el gráfico R) debe estar en control estadístico antes de que se pueda confiar en el gráfico X-Bar para investigar si la media del proceso está en control. Si la variabilidad no está bajo control, los límites de control del gráfico X-Bar podrían ser demasiado amplios, lo que dificultaría la detección de causas especiales que afecten la media del proceso.
Ajuste de los Límites de Control para Mejoras del Proceso
Los procesos son dinámicos y evolucionan. A medida que implementas mejoras en el proceso y logras una mayor eficiencia, es probable que la variabilidad natural de tu proceso disminuya. En estos casos, es necesario ajustar los límites de control. Mantener límites de control estáticos cuando el proceso ha mejorado significativamente podría dar la falsa impresión de que los puntos están fuera de control (cuando en realidad el proceso es ahora más capaz) o, peor aún, no reflejar el nuevo y mejorado rendimiento.
Preguntas Frecuentes (FAQ) sobre los Gráficos X-Bar R
¿Cómo se calcula la X-barra?
La X-barra (X), también conocida como la media del subgrupo, se calcula sumando todas las mediciones individuales dentro de un subgrupo y dividiendo el resultado por el número de mediciones en ese subgrupo. La fórmula es: X-Bar = Σx / n, donde Σx es la suma de las mediciones y n es el tamaño del subgrupo.
¿Cuál es la fórmula principal para el gráfico X-bar R?
El gráfico X-Bar R utiliza varias fórmulas clave para sus componentes:
- X-Bar (media del subgrupo): Σx / n
- R (rango del subgrupo): max(x) - min(x)
- Línea Central (CL) para X-Bar: ΣX-bar / m (donde m es el número de subgrupos)
- R-bar (rango promedio): ΣR / m
- Límites de Control para X-Bar: UCL = CL + (A2 × R-bar) y LCL = CL - (A2 × R-bar)
- Límites de Control para R: UCL = D4 × R-bar y LCL = D3 × R-bar
Las constantes A2, D3 y D4 se obtienen de una tabla estandarizada basada en el tamaño del subgrupo (n).
¿Qué significa X-bar en el ámbito estadístico?
En estadística, X-bar representa la media aritmética de una muestra o subgrupo de datos. En el contexto del Control Estadístico de Procesos, es la medida de la tendencia central de un subgrupo y se utiliza para monitorear cómo el promedio de un proceso cambia con el tiempo.
¿De qué manera se determinan los límites de control en un gráfico X-bar R?
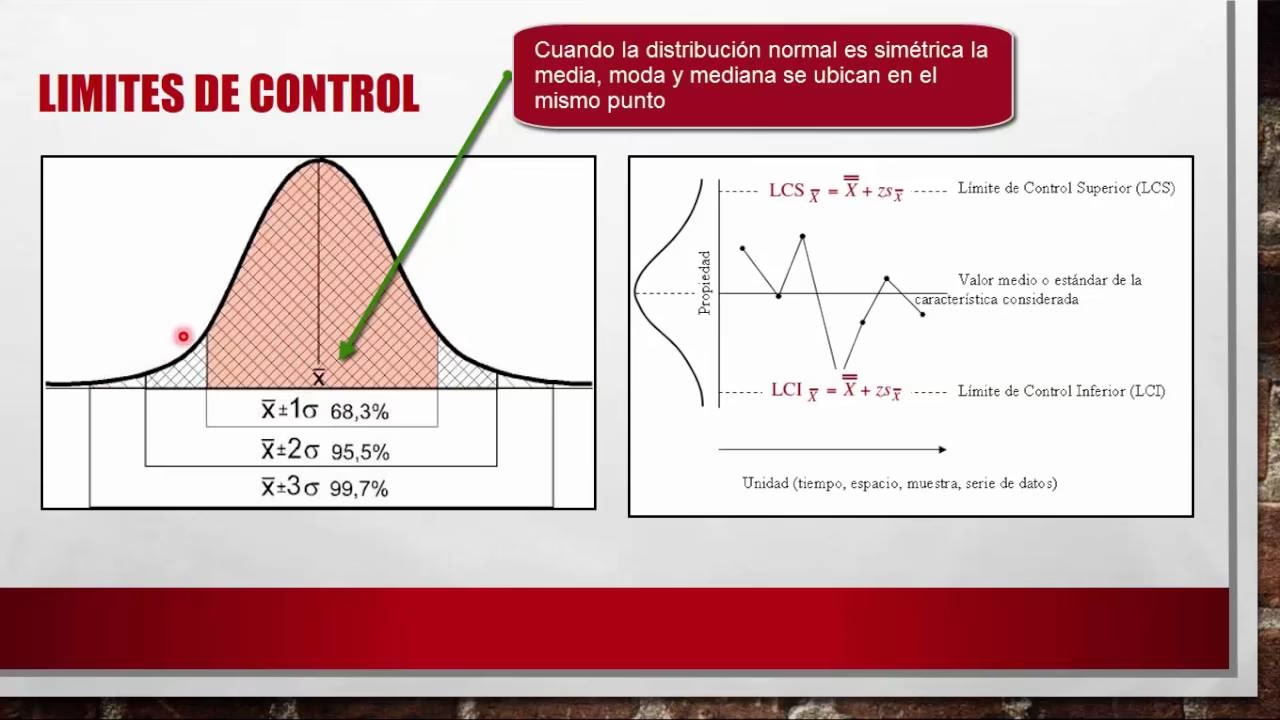
Los límites de control se determinan utilizando el promedio general del proceso (Línea Central) y el rango promedio (R-bar), multiplicados por unas constantes específicas (A2, D3, D4) que dependen del tamaño del subgrupo. Estas constantes se aplican para establecer límites que generalmente se encuentran a tres desviaciones estándar de la línea central, cubriendo aproximadamente el 99.73% de la variación esperada del proceso cuando está en control.
¿Cuál es la diferencia fundamental entre los límites de control y los límites de especificación?
Los límites de control son internos y se calculan a partir de la variabilidad natural del proceso; indican si el proceso es estable y predecible. Los límites de especificación son externos y se basan en los requisitos del cliente o estándares de diseño; definen el rango aceptable para las características del producto o servicio. Un proceso puede estar en control estadístico pero aun así no cumplir con las especificaciones, lo que indica que el proceso es estable pero no lo suficientemente capaz para satisfacer los requisitos.
Conclusión
Los gráficos X-Bar R son mucho más que simples representaciones de datos; son herramientas diagnósticas vitales que permiten a las organizaciones comprender, controlar y mejorar sus procesos. Al proporcionar una visión clara de la estabilidad de la media y la variabilidad de un proceso, facilitan la detección temprana de anomalías, la identificación de causas especiales y la toma de decisiones informadas. Implementar y mantener estos gráficos no solo conduce a una mayor consistencia y calidad en la producción o prestación de servicios, sino que también fomenta una cultura de mejora continua. Dominar el cálculo de la X-barra, la interpretación de los límites de control y la aplicación de estas herramientas es un paso crucial hacia la excelencia operativa y la satisfacción duradera del cliente.
Si quieres conocer otros artículos parecidos a Gráficos X-Bar R: Controlando la Calidad en tus Procesos puedes visitar la categoría Cálculos.