11/01/2022
En el mundo de la producción y la gestión de la calidad, comprender la variabilidad de un proceso es fundamental para garantizar su estabilidad y eficiencia. Los límites de control superior e inferior son herramientas estadísticas cruciales que nos permiten distinguir entre la variación natural o esperada de un proceso y aquella que es el resultado de causas especiales o asignables. No son simplemente "límites" en el sentido de un rango de datos, sino más bien barreras estadísticas que nos indican cuándo un proceso está actuando de forma predecible y cuándo no.
Este artículo explorará en profundidad qué son los límites de control, por qué son tan importantes y, lo más relevante, cómo se calculan para diferentes tipos de datos y gráficos de control. Al final, tendrás una comprensión clara de cómo aplicar estos conceptos para mejorar la calidad y la eficiencia en cualquier ámbito, desde la manufactura hasta los servicios.
¿Qué Son Exactamente los Límites de Control?
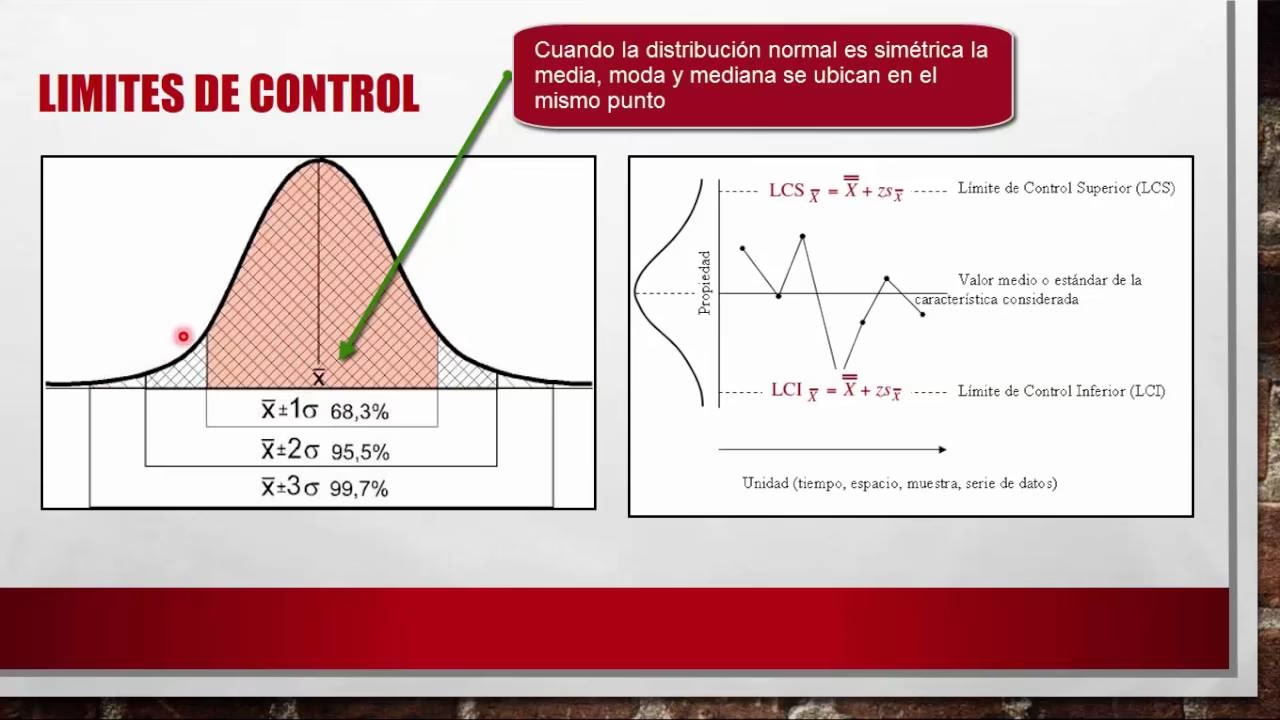
Los límites de control son las fronteras estadísticas que se establecen en un gráfico de control para monitorear el comportamiento de un proceso a lo largo del tiempo. Se derivan de los datos del propio proceso y representan la variación esperada cuando el proceso está operando bajo un estado de control estadístico, es decir, cuando solo presenta variación por causas comunes.
Existen dos tipos principales de límites de control:
- Límite de Control Superior (LCS): Es el valor máximo esperado de la característica medida del proceso cuando este se encuentra en control.
- Límite de Control Inferior (LCI): Es el valor mínimo esperado de la característica medida del proceso cuando este se encuentra en control.
Entre el LCS y el LCI, se encuentra una Línea Central (LC), que generalmente representa el promedio del proceso o el valor objetivo. La función principal de estos límites es ayudar a identificar cuándo la variación observada en el proceso se debe a una "causa especial" (o asignable), que requiere una investigación y una acción correctiva, en contraposición a la "variación por causas comunes", que es inherente al sistema y solo puede reducirse cambiando el sistema mismo.
Es vital entender que los límites de control no son lo mismo que los límites de especificación. Los límites de especificación son definidos por el cliente o por requisitos de diseño e indican lo que el producto o servicio debe cumplir. Los límites de control, por otro lado, nos dicen lo que el proceso es capaz de producir.
La Importancia de los Gráficos de Control
Los límites de control se visualizan y aplican a través de los gráficos de control, una de las herramientas fundamentales del Control Estadístico de Procesos (CEP). Un gráfico de control es una representación gráfica de los datos de un proceso a lo largo del tiempo, junto con la línea central y los límites de control. Al observar cómo los puntos de datos se distribuyen en relación con estos límites, podemos inferir el estado de control de nuestro proceso.
Cálculo de Límites de Control para Diferentes Tipos de Datos
El método para calcular los límites de control varía según el tipo de datos que estemos recolectando: datos de variables (mediciones continuas) o datos de atributos (conteo de defectos o defectuosos).
1. Gráficos de Control para Datos de Variables
Los datos de variables son aquellos que se pueden medir en una escala continua, como el peso, la longitud, la temperatura, el volumen, etc. Para estos datos, los gráficos más comunes son el gráfico X-barra (̄X) y el gráfico R (rango).
a) Gráfico X-barra (̄X) para el Promedio del Proceso
Este gráfico monitorea el promedio de subgrupos de datos. Es ideal para detectar cambios en la tendencia central de un proceso.
- Línea Central (LC): El promedio de todos los promedios de los subgrupos (̄̄X). Se calcula sumando todos los promedios de los subgrupos y dividiendo por el número de subgrupos.
- Límite de Control Superior (LCS): ̄̄X + A2 * ̄R
- Límite de Control Inferior (LCI): ̄̄X - A2 * ̄R
Donde:
- ̄̄X es el promedio de los promedios de los subgrupos.
- ̄R es el promedio de los rangos de los subgrupos.
- A2 es una constante que depende del tamaño del subgrupo (n).
b) Gráfico R (Rango) para la Variabilidad del Proceso
Este gráfico monitorea la dispersión o variabilidad dentro de cada subgrupo. Siempre se utiliza junto con el gráfico X-barra.
- Línea Central (LC): ̄R (promedio de los rangos de los subgrupos).
- Límite de Control Superior (LCS): D4 * ̄R
- Límite de Control Inferior (LCI): D3 * ̄R
Donde:
- ̄R es el promedio de los rangos de los subgrupos.
- D3 y D4 son constantes que dependen del tamaño del subgrupo (n).
Es importante destacar que, para tamaños de subgrupo pequeños (n < 7), la constante D3 es 0, lo que significa que el LCI para el gráfico R será 0.
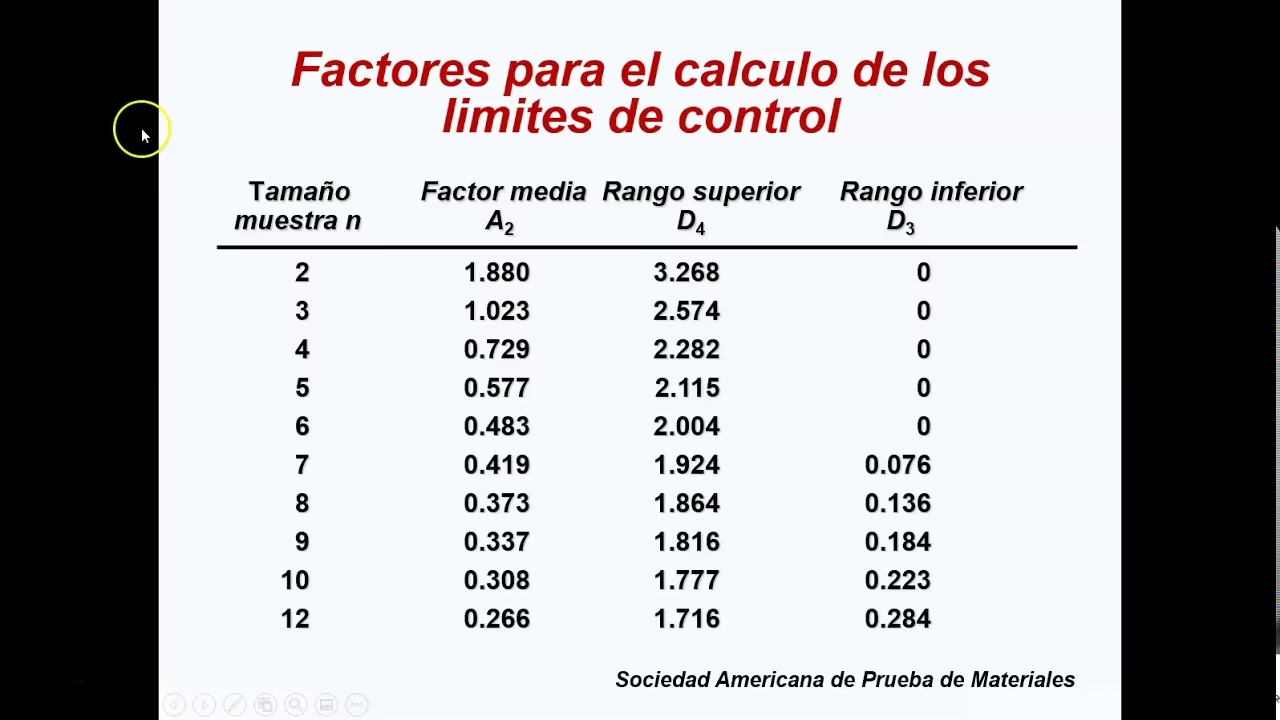
Tabla de Constantes para Gráficos X-barra y R
Estas constantes son fundamentales para el cálculo y se obtienen de tablas estadísticas estándar:
| Tamaño del Subgrupo (n) | A2 | D3 | D4 |
|---|---|---|---|
| 2 | 1.880 | 0 | 3.268 |
| 3 | 1.023 | 0 | 2.574 |
| 4 | 0.729 | 0 | 2.282 |
| 5 | 0.577 | 0 | 2.114 |
| 6 | 0.483 | 0 | 2.004 |
| 7 | 0.419 | 0.076 | 1.924 |
| 8 | 0.373 | 0.136 | 1.864 |
| 9 | 0.337 | 0.184 | 1.816 |
| 10 | 0.308 | 0.223 | 1.777 |
Ejemplo de Cálculo para Gráficos X-barra y R
Imaginemos que estamos monitoreando el peso de un producto. Recogemos 20 subgrupos, cada uno con un tamaño de 5 unidades (n=5). Los promedios de los subgrupos (X-barra) y los rangos (R) se calculan para cada subgrupo.
Supongamos que el promedio de los promedios de los 20 subgrupos (̄̄X) es 100 gramos y el promedio de los rangos (̄R) es 10 gramos.
Para n=5, buscamos en la tabla de constantes:
- A2 = 0.577
- D3 = 0
- D4 = 2.114
Cálculo para el Gráfico X-barra:
- LC = ̄̄X = 100
- LCS = ̄̄X + A2 * ̄R = 100 + (0.577 * 10) = 100 + 5.77 = 105.77
- LCI = ̄̄X - A2 * ̄R = 100 - (0.577 * 10) = 100 - 5.77 = 94.23
Cálculo para el Gráfico R:
- LC = ̄R = 10
- LCS = D4 * ̄R = 2.114 * 10 = 21.14
- LCI = D3 * ̄R = 0 * 10 = 0
Con estos límites, cualquier punto de un subgrupo futuro que caiga fuera del rango [94.23, 105.77] en el gráfico X-barra o fuera del rango [0, 21.14] en el gráfico R, indicaría una causa especial de variación.
2. Gráficos de Control para Datos de Atributos
Los datos de atributos son aquellos que se obtienen por conteo, como el número de artículos defectuosos, el número de defectos por unidad, o la proporción de unidades defectuosas. Son de naturaleza discreta.
a) Gráfico P para Proporción de Unidades Defectuosas (Defectuosos/No Conformidades)
Este gráfico se utiliza cuando se cuenta el número de unidades que no cumplen con los estándares (defectuosas) en una muestra, y el tamaño de la muestra puede variar.
- Línea Central (LC): ̄p (proporción promedio de defectuosos). Se calcula como el número total de unidades defectuosas dividido por el número total de unidades inspeccionadas.
- Límite de Control Superior (LCS): ̄p + 3 * sqrt[̄p * (1 - ̄p) / n]
- Límite de Control Inferior (LCI): ̄p - 3 * sqrt[̄p * (1 - ̄p) / n]
Donde:
- ̄p es la proporción promedio de defectuosos.
- n es el tamaño del subgrupo (si es constante) o el tamaño promedio del subgrupo (si varía).
- sqrt[] representa la raíz cuadrada.
Si el LCI calculado es negativo, se establece en 0, ya que una proporción no puede ser negativa.
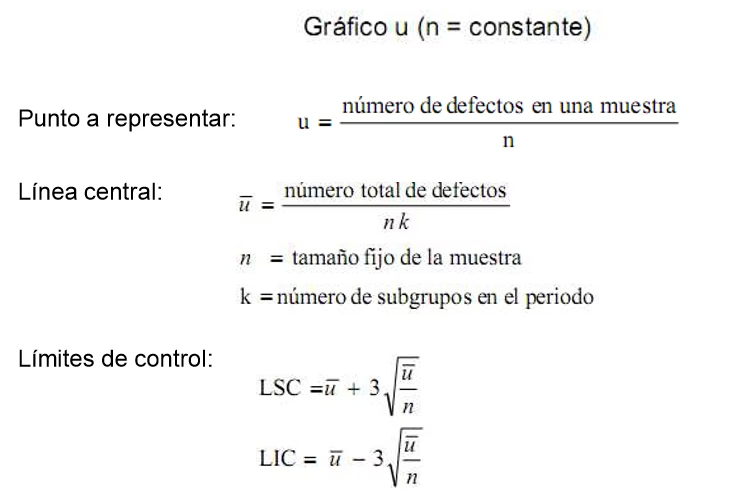
b) Gráfico C para Número de Defectos por Unidad
Este gráfico se utiliza cuando se cuenta el número de defectos en una unidad o muestra de tamaño constante. Por ejemplo, el número de burbujas en un metro cuadrado de vidrio, o el número de errores en un documento.
- Línea Central (LC): ̄c (número promedio de defectos por unidad). Se calcula sumando el total de defectos y dividiendo por el número total de unidades.
- Límite de Control Superior (LCS): ̄c + 3 * sqrt[̄c]
- Límite de Control Inferior (LCI): ̄c - 3 * sqrt[̄c]
Donde:
- ̄c es el número promedio de defectos por unidad.
- sqrt[] representa la raíz cuadrada.
Al igual que con el gráfico P, si el LCI calculado es negativo, se establece en 0, ya que un número de defectos no puede ser negativo.
Pasos Generales para Calcular e Implementar Límites de Control
Calcular e implementar límites de control implica una serie de pasos sistemáticos:
- Definir el Proceso a Monitorear: Identifica qué característica clave del proceso necesitas controlar para asegurar la calidad.
- Seleccionar el Tipo de Gráfico de Control Adecuado: Basado en el tipo de datos (variables o atributos) y la naturaleza de lo que se monitorea (promedio, rango, proporción, número de defectos).
- Recopilar Datos: Recoge datos históricos del proceso, preferiblemente de un período en el que se cree que el proceso estaba estable. Es crucial que los datos se recojan en subgrupos lógicos y que el tamaño de los subgrupos sea constante si es posible. Un mínimo de 20-25 subgrupos es recomendable para establecer límites iniciales fiables.
- Calcular la Línea Central: Calcula el promedio general del proceso (̄̄X, ̄R, ̄p, ̄c) a partir de los datos recopilados.
- Calcular los Límites de Control: Aplica las fórmulas específicas para el tipo de gráfico seleccionado, utilizando las constantes apropiadas si es necesario.
- Construir el Gráfico de Control: Dibuja el gráfico con la línea central y los límites de control, y traza los puntos de datos históricos.
- Interpretar el Gráfico: Analiza el gráfico para determinar si el proceso estaba en control estadístico durante el período de recopilación de datos. Busca puntos fuera de los límites o patrones no aleatorios (como rachas, tendencias, ciclos).
- Revisar y Recalcular (si es necesario): Si se identifican causas especiales y se eliminan, los puntos asociados deben ser excluidos del cálculo de los límites, y estos deben ser recalculados. Los límites deben ser dinámicos y ajustarse si el proceso cambia fundamentalmente.
- Monitorear el Proceso Continuamente: Una vez establecidos los límites, utiliza el gráfico para monitorear el proceso en tiempo real. Cualquier punto que caiga fuera de los límites o cualquier patrón inusual indica que una causa especial está presente y requiere una acción.
Interpretación y Acción ante los Límites de Control
La verdadera potencia de los límites de control no reside solo en su cálculo, sino en su interpretación y en las acciones que se toman a partir de ella.
- Proceso en Control Estadístico: Cuando todos los puntos caen dentro de los límites de control y no muestran patrones no aleatorios, se dice que el proceso está en control estadístico. Esto significa que la variación presente es inherente al sistema (causas comunes) y el proceso es predecible. Para mejorar el rendimiento, se requiere un cambio fundamental en el sistema.
- Proceso Fuera de Control Estadístico: Cuando uno o más puntos caen fuera de los límites de control, o se observan patrones no aleatorios (como 7 puntos consecutivos por encima o por debajo de la línea central, o una tendencia constante), indica la presencia de una causa especial. Estas causas son eventos específicos, identificables y corregibles. La acción inmediata es investigar la causa raíz del problema y eliminarla. Ignorar estas señales puede llevar a la producción de productos defectuosos o a ineficiencias significativas.
La detección temprana de causas especiales permite a las organizaciones reaccionar rápidamente, minimizar los desperdicios, reducir los costos y mantener la satisfacción del cliente.
Preguntas Frecuentes sobre Límites de Control
¿Cuál es la diferencia entre límites de control y límites de especificación?
Esta es una de las confusiones más comunes. Los límites de control (LCS y LCI) se calculan a partir de los datos del propio proceso y reflejan su variabilidad inherente, indicando si el proceso es estable y predecible. Son herramientas para el control interno del proceso. Los límites de especificación (LSE y LIE), por otro lado, son los requisitos definidos por el cliente o el diseño para el producto o servicio. Indican lo que el producto *debe* cumplir. Un proceso puede estar en control estadístico (estable) pero aun así producir productos que no cumplen con las especificaciones del cliente. Idealmente, un proceso debe ser estable y capaz de cumplir con las especificaciones.
¿Para qué sirven los límites de control en la práctica?
Sirven para:
- Identificar cuándo un proceso es estable y predecible.
- Distinguir la variación natural del proceso de la variación causada por eventos específicos.
- Proporcionar una base objetiva para la toma de decisiones sobre cuándo ajustar o no un proceso.
- Reducir la sobre-reacción a la variación normal.
- Facilitar la mejora continua al dirigir los esfuerzos de resolución de problemas a las causas correctas.
¿Quiénes utilizan los límites de control?
Profesionales de la calidad, ingenieros de procesos, gerentes de producción, analistas de datos y cualquier persona involucrada en la mejora y monitoreo de procesos en industrias como la manufactura, salud, servicios financieros, logística y desarrollo de software.
¿Qué hago si un punto está fuera de los límites de control?
Si un punto cae fuera de los límites de control, es una señal de que ha ocurrido una causa especial. Debes investigar inmediatamente la causa raíz de esa anomalía. Esto podría implicar revisar equipos, materiales, métodos, personal, o el entorno. Una vez identificada la causa, toma acciones correctivas para eliminarla y prevenir su recurrencia. Los puntos fuera de control no deben ser ignorados.
¿Los límites de control son fijos una vez calculados?
Los límites de control se calculan inicialmente con datos históricos. Si el proceso experimenta un cambio fundamental y permanente (por ejemplo, una mejora significativa, un nuevo equipo, o una nueva materia prima), o si se identifican y eliminan causas especiales que afectaron los datos iniciales, los límites deben ser recalculados para reflejar la nueva capacidad del proceso. No son estáticos indefinidamente, sino que deben reflejar la capacidad actual del proceso.
Conclusión
El cálculo y la aplicación de los límites de control superior e inferior son habilidades indispensables en el arsenal de cualquier profesional dedicado a la calidad y la mejora de procesos. Estas herramientas estadísticas, visualizadas a través de los gráficos de control, ofrecen una visión clara y objetiva del comportamiento de un proceso, permitiendo a las organizaciones tomar decisiones basadas en datos para mantener la estabilidad, identificar y eliminar problemas, y, en última instancia, optimizar el rendimiento y la satisfacción del cliente. Dominar estos conceptos no solo es una cuestión de cálculo, sino de comprensión profunda de la dinámica de los procesos y de compromiso con la excelencia operativa.
Si quieres conocer otros artículos parecidos a Cálculo de Límites de Control: Guía Completa puedes visitar la categoría Cálculos.