12/09/2025
En el dinámico mundo de la manufactura, la optimización de los procesos es una búsqueda constante. Para cualquier industria que aspire a la excelencia, comprender y aplicar conceptos como el tiempo estándar de producción es fundamental. Este valor no solo permite establecer metas realistas y medir el rendimiento, sino que también es la base para la planificación de la capacidad, el balanceo de líneas de producción y la asignación eficiente de recursos. A través de este artículo, desglosaremos la metodología para calcular el tiempo estándar, explorando sus componentes y su impacto en la productividad y eficiencia de una empresa, basándonos en ejemplos prácticos de estudios de tiempo en entornos industriales.
- ¿Qué es el Tiempo Estándar de Producción?
- Metodología para el Cálculo del Tiempo Estándar
- Aplicación del Tiempo Estándar: Balanceo de Línea de Producción
- Más Allá del Tiempo Estándar: Productividad y Eficiencia
- Optimización de la Producción: Herramientas y Estrategias
- Beneficios de Mejorar la Eficiencia Productiva
- Preguntas Frecuentes (FAQ)
- ¿Qué es el tiempo estándar de producción?
- ¿Por qué es importante el tiempo estándar?
- ¿Cómo se tiene en cuenta el desempeño del trabajador en el cálculo del tiempo normal?
- ¿Qué son los suplementos o holguras en el estudio de tiempos?
- ¿Qué es el Takt Time y cómo se relaciona con el tiempo estándar?
- ¿Cuál es la diferencia entre productividad y eficiencia de producción?
- ¿Qué tecnologías pueden ayudar a mejorar la eficiencia productiva?
¿Qué es el Tiempo Estándar de Producción?
El tiempo estándar de producción es el tiempo que un trabajador calificado, trabajando a un ritmo normal, necesita para completar una tarea específica, utilizando los métodos y herramientas preestablecidos, e incluyendo suplementos por necesidades personales, fatiga y retrasos inevitables. Es una métrica crucial que sirve como punto de referencia para:
- Establecer costos de mano de obra.
- Planificar la producción y los inventarios.
- Balancear las líneas de ensamble.
- Diseñar sistemas de incentivos salariales.
- Evaluar el rendimiento de los trabajadores y los procesos.
Su cálculo preciso es vital para asegurar que la empresa opere con la máxima eficiencia, minimizando desperdicios y optimizando el flujo de trabajo.
Metodología para el Cálculo del Tiempo Estándar
El proceso para determinar el tiempo estándar es sistemático y requiere de una observación y análisis detallados. Generalmente, se divide en varias etapas clave:
Estudio de Métodos y Tiempos
Antes de medir, es esencial realizar un estudio de métodos de trabajo. Esto implica un análisis crítico y técnico de cada actividad que efectúa el operario, con el fin de identificar y eliminar ineficiencias, como recorridos excesivos, inspecciones innecesarias o distribuciones de planta deficientes. Una vez que el método de trabajo se ha optimizado y estandarizado, se procede a la medición de tiempos.
Toma de Tiempos Normales
La toma de tiempos normales es el primer paso cuantitativo. Se observa y registra el tiempo que un operario tarda en realizar una actividad. Para obtener datos fiables, se realizan múltiples ciclos de observación en diferentes momentos y con el mismo trabajador, asegurando que este sea una persona calificada y capacitada. El tiempo promedio de estas observaciones se ajusta luego por un factor de valoración de desempeño, que evalúa el ritmo al que trabaja el operario en comparación con un ritmo normal.
El factor de valoración de desempeño, a menudo basado en escalas como las tablas de Westinghouse, considera elementos como la habilidad, la destreza, las condiciones de trabajo y la consistencia de los datos. La fórmula para el tiempo normal (TN) es:
TN = Tiempo Promedio Observado * Factor de Valoración
Por ejemplo, en un estudio de soldadura de automóviles, se registraron tiempos para la actividad de 'Transporte del compartimiento del motor':
Ciclos de tiempos (s): 56, 56, 58, 58 Suma de tiempos (∑t): 228 s Tiempo Promedio: 228 / 4 = 57 s Valoración (Westinghouse): Habilidad (0), Destreza (0), Condiciones (0.02), Consistencia (0.01) Suma de factores de valoración (∑f): 0 + 0 + 0.02 + 0.01 = 0.03 Factor (F): 1 + ∑f = 1 + 0.03 = 1.03 Tiempo Normal (TN): 57 s * 1.03 = 58.7 s
Este proceso se repite para todas las actividades en cada estación de trabajo. Un resumen de tiempos normales para diferentes estaciones de soldadura podría ser:
- JIG1: 2317 segundos
- JIG2: 1736 segundos
- JIG3: 3914 segundos
- JIG4: 3785 segundos
- JIG5: 1878 segundos
- JIG6: 564 segundos
- JIG7: 2493 segundos
Validación de Observaciones (Número de Ciclos a Tomar)
Es fundamental verificar que el número de observaciones realizadas sea estadísticamente suficiente. Se utiliza una fórmula para determinar si las lecturas están dentro de un rango aceptable, como la siguiente:
N' = { (40 * N * ∑t^2 - (∑Xt)^2) / (∑t) }^2 Donde N' es el número necesario de observaciones, t es la lectura de los tiempos del elemento medido, y N es el número de lecturas realizadas. Si el resultado indica que las observaciones realizadas (por ejemplo, 4) son suficientes, se puede proceder con los cálculos.
Cálculo de Suplementos (Holguras)
Los suplementos, o holguras, son porcentajes de tiempo añadidos al tiempo normal para cubrir interrupciones inevitables y necesidades del trabajador. Estos pueden incluir:
- Necesidades personales (ej. ir al baño, beber agua): 5%
- Fatiga básica (descanso necesario): 2%
- Suplemento por postura (ej. estar de pie): 2%
La suma de estos suplementos forma el factor total de holgura. En el ejemplo dado, la suma de estos suplementos es del 9%.
Determinación del Tiempo Estándar
Finalmente, el tiempo estándar (Ts) se calcula multiplicando el tiempo normal por uno más el factor total de suplementos:
Ts = Tiempo Normal * (1 + Suplementos) Ts = Tiempo Normal * (1 + 0.09) (si los suplementos suman 9%)
Retomando el ejemplo del 'Transporte del compartimiento del motor' con un TN de 58.7 s y un 9% de suplementos:
Ts = 58.7 s * (1 + 0.09) = 58.7 s * 1.09 = 64 s (redondeado)
Al aplicar este cálculo a todas las actividades y estaciones, se obtiene el tiempo estándar total para cada puesto de trabajo. Para las siete estaciones de soldadura, los tiempos estándar podrían ser:
- JIG1: 2526 segundos
- JIG2: 1893 segundos
- JIG3: 4267 segundos
- JIG4: 4126 segundos
- JIG5: 2047 segundos
- JIG6: 615 segundos
- JIG7: 2717 segundos
La suma de todos estos tiempos estándar por unidad de producto es de 18191 segundos.
Aplicación del Tiempo Estándar: Balanceo de Línea de Producción
Una de las aplicaciones más importantes del tiempo estándar es el balanceo de líneas de producción. Este proceso busca distribuir las tareas de manera equitativa entre las estaciones de trabajo para maximizar la eficiencia y minimizar los tiempos ociosos.
Cálculo del Takt Time
El primer paso en el balanceo de línea es determinar el Takt Time. El Takt Time es el ritmo de producción requerido para satisfacer la demanda del cliente. Se calcula dividiendo el tiempo disponible de producción por la demanda en ese período:
Takt Time = Tiempo Disponible por Turno / Demanda en ese Período
Si la jornada laboral diaria es de 8 horas (480 minutos), y se restan 25 minutos de pausas (motivación, preparación, activa), el tiempo disponible es 455 minutos. Si la demanda es de 10 unidades:
Takt Time = 455 minutos / 10 unidades = 45.5 minutos/unidad
Convertido a segundos: 45.5 minutos * 60 segundos/minuto = 2730 segundos/unidad.
Determinación Teórica del Mínimo Número de Estaciones de Trabajo
Con el Takt Time, se puede calcular el número teórico mínimo de estaciones de trabajo (Nt) necesarias. Esto se hace dividiendo la suma de los tiempos estándar de todas las actividades por el Takt Time:
Nt = Suma de Tiempos Estándar de las Actividades / Takt Time
Utilizando la suma de tiempos estándar (18191 s) y el Takt Time (2730 s):
Nt = 18191 s / 2730 s = 6.66 estaciones ≈ 7 estaciones
Esto indica que, teóricamente, se requieren 7 estaciones para cumplir con la demanda al ritmo establecido, lo cual coincide con la estructura de las 7 estaciones JIG existentes.
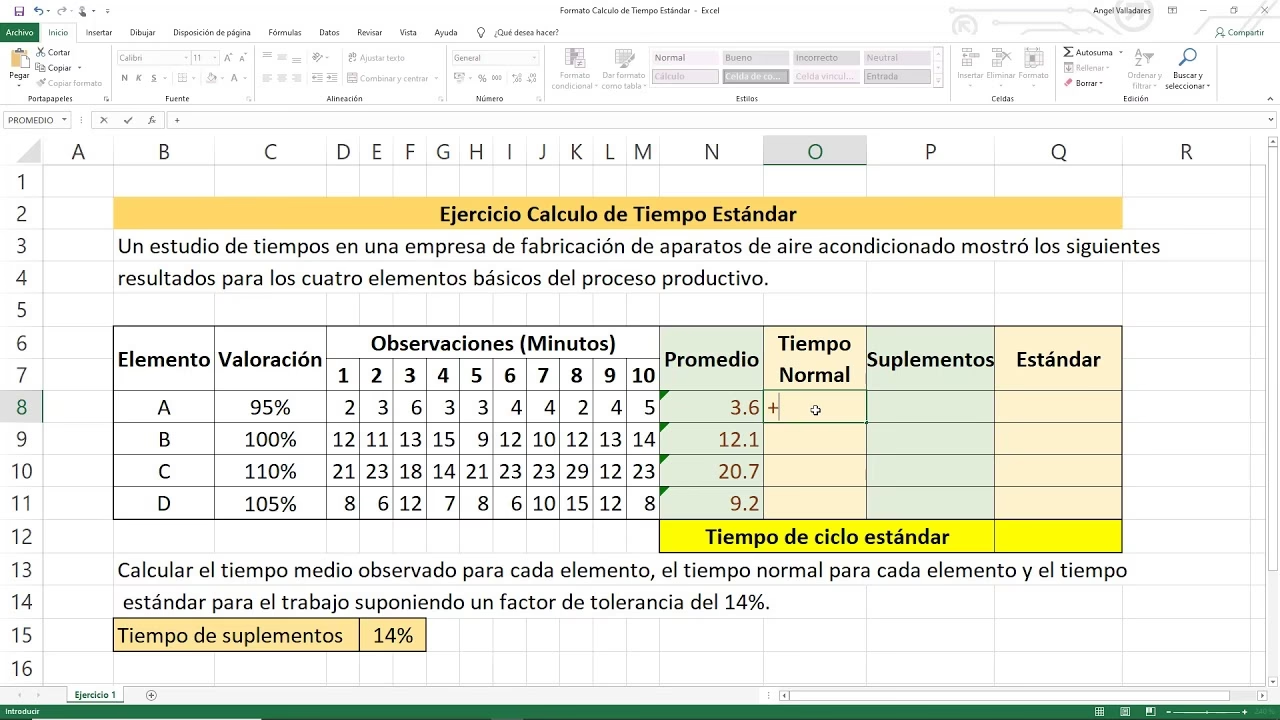
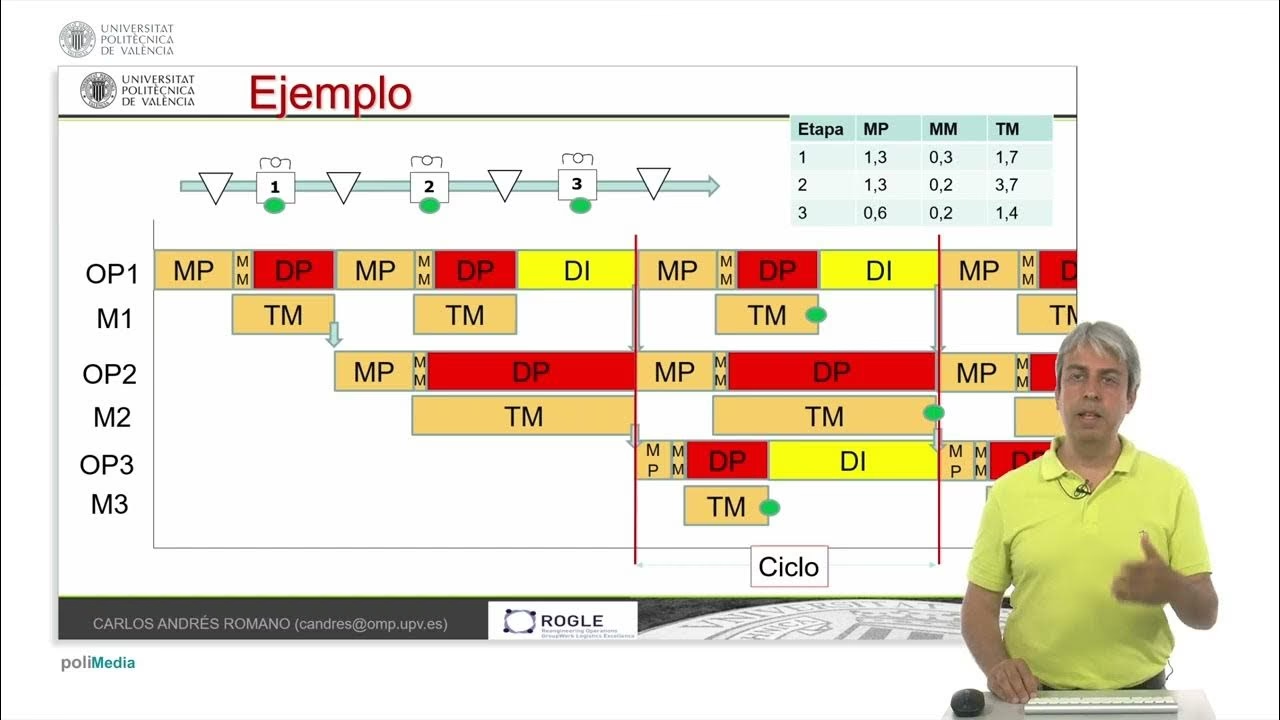
Diagrama de Precedencias
Para asignar las tareas a cada estación de manera óptima, se crea un diagrama de precedencias. Este diagrama visualiza la secuencia en la que deben realizarse las actividades, mostrando qué tareas son requisitos previos para otras. Por ejemplo, para la estación JIG1, las actividades se organizan considerando sus predecesoras, asegurando que el flujo de trabajo sea lógico y eficiente.
Reglas para el Balanceo de Línea
Al asignar las tareas a las estaciones, se suelen seguir reglas heurísticas para lograr un equilibrio en la carga de trabajo, como:
- Seleccionar la actividad con el mayor tiempo de trabajo.
- Seleccionar la actividad con el mayor número de actividades subsecuentes.
- Seleccionar la tarea cuya suma de las tareas subsecuentes sea la más alta.
- Seleccionar la que tenga el tiempo más corto.
- Seleccionar la que tenga el menor número de tareas subsecuentes.
El objetivo es que cada estación tenga una carga de trabajo lo más cercana posible al Takt Time, minimizando el tiempo ocioso y los cuellos de botella.
Cálculo de la Eficiencia de Línea
Una vez balanceada la línea, se calcula su eficiencia para evaluar qué tan bien se está utilizando el tiempo total disponible:
Eficiencia de la Línea (%) = (Suma de los Tiempos Estándar de las Actividades / (Número de Estaciones * Takt Time)) * 100
Con los datos del ejemplo:
Eficiencia (%) = (18191 s / (7 estaciones * 2730 s)) * 100 = 95.5%
Una eficiencia del 95.5% es un indicador muy positivo, sugiriendo un excelente aprovechamiento de los recursos. En el caso del estudio, se determinó que se requerían 10 personas para la producción, debido a la necesidad de realizar operaciones simultáneas en ambos lados del automóvil.
Más Allá del Tiempo Estándar: Productividad y Eficiencia
Es común confundir los conceptos de productividad y eficiencia de producción, pero son distintos y complementarios en la optimización empresarial.
¿Qué es la Eficiencia de Producción?
La eficiencia de producción se refiere a la capacidad de una empresa para utilizar sus recursos de forma óptima y generar la mayor cantidad de productos o servicios posibles. Se trata de lograr la producción máxima con los recursos disponibles, minimizando el desperdicio y los costos. La eficiencia implica la gestión efectiva de la mano de obra, la maquinaria, los materiales y el tiempo. En esencia, la eficiencia es un componente clave de la productividad.
¿Qué es la Productividad?
La productividad es la relación entre la producción obtenida y los recursos utilizados para lograrla. Es la cantidad de productos o servicios generados por unidad de recursos (mano de obra, capital, tiempo, materiales). Una mejora en la productividad significa producir más con la misma cantidad de recursos o la misma cantidad con menos recursos.
¿Cómo calcular la Eficiencia de Producción?
Para calcular la eficiencia de producción, se necesitan dos variables principales: la producción real y la producción estándar esperada.
- Producción Real: Cantidad real de productos o servicios producidos en un periodo determinado.
- Producción Estándar: Cantidad que se espera producir en el mismo periodo, basada en estimaciones o metas.
La fórmula general es:
Eficiencia de Producción = (Producción Real / Producción Estándar) x 100
Un valor del 100% indica que la producción real coincide con la esperada. Valores superiores indican mayor eficiencia, y valores inferiores, menor eficiencia.
Ejemplo: Si una fábrica de automóviles produce 120 vehículos (producción real) cuando se esperaban 150 (producción estándar) en un día:
Eficiencia de Producción = (120 / 150) x 100 = 80%
Esto significa que se produjo el 80% de lo esperado, indicando una eficiencia por debajo de la meta.
Factores que Influyen en la Productividad
La productividad de una empresa está influenciada por factores internos y externos:
- Factores Internos:
- Calidad de los recursos (materias primas, herramientas).
- Adaptabilidad de la empresa a los cambios del mercado.
- Nivel de capital y su control financiero.
- Empleo de equipos y tecnologías avanzadas.
- Motivación del personal y ambiente de trabajo.
- Estructura organizacional y definición de roles.
- Factores Externos:
- Cambios en la industria y el entorno competitivo.
- Calidad de las materias primas externas.
- Entorno macroeconómico (precios, inversiones, regulaciones gubernamentales).
Productividad Total de los Factores (PTF)
La Productividad Total de los Factores (PTF) se refiere al nivel de eficiencia de todos los insumos (trabajo, capital, materiales, etc.) que forman parte de la elaboración de un producto. Es un valor global que suma los valores medios de la productividad de cada insumo, especialmente útil en procesos complejos con múltiples factores de producción. Sin embargo, la PTF tiene limitaciones, ya que no contempla factores variables e impredecibles como el clima o la introducción de mejoras tecnológicas en el momento del cálculo.

Optimización de la Producción: Herramientas y Estrategias
La búsqueda de la optimización de la producción implica la mejora continua de la eficiencia y efectividad de los procesos de fabricación para maximizar la producción, reducir costos y mejorar la calidad. Esto se logra a través de diversas estrategias y el uso de tecnologías avanzadas.
Soluciones Tecnológicas para la Mejora de la Eficiencia Productiva
La digitalización y la tecnología juegan un papel crucial en la mejora de la eficiencia:
- APS (Advanced Planning & Scheduling): Software que optimiza la planificación y programación de la producción, equilibrando la demanda con los recursos disponibles y mejorando la sincronización.
- MES (Manufacturing Execution System): Sistema que gestiona y controla integralmente las operaciones de la fábrica en tiempo real, desde la captura de datos hasta la trazabilidad y calidad en línea, permitiendo detectar cuellos de botella y anticipar problemas.
- ERP (Enterprise Resource Planning): Integra todos los procesos de negocio de una empresa, ofreciendo una visión completa del rendimiento operativo y facilitando la toma de decisiones informadas y la mejora continua.
- Internet de las Cosas (IoT): Conexión de dispositivos físicos a internet para recopilar datos, monitorear el estado de la maquinaria y optimizar la eficiencia energética, el mantenimiento predictivo y la gestión de inventarios.
Pasos para Alcanzar la Optimización de la Producción
Para lograr la optimización, se recomienda seguir una serie de pasos estratégicos:
- Analizar los procesos actuales para identificar ineficiencias.
- Establecer objetivos claros y medibles para la optimización.
- Implementar tecnologías avanzadas (ERP, APS, MES, IoT, robótica).
- Optimizar la cadena de suministro para asegurar la disponibilidad de materiales.
- Utilizar herramientas de planificación y programación avanzadas.
- Implementar programas de mantenimiento preventivo y predictivo.
- Establecer controles de calidad en cada etapa de producción.
- Capacitar y desarrollar continuamente al personal.
- Utilizar sistemas de información para la recopilación y análisis de datos.
- Establecer procesos de mejora continua.
- Estudiar las mejores prácticas de la industria y realizar benchmarking.
- Establecer indicadores clave de rendimiento (KPI) y métricas.
Beneficios de Mejorar la Eficiencia Productiva
La mejora de la eficiencia en la producción conlleva múltiples beneficios para una empresa, impactando directamente en su rentabilidad y competitividad:
- Reducción de Costos: Menor uso de mano de obra, tiempo y recursos para la misma producción.
- Aumento de la Rentabilidad: Al reducir costos y aumentar la producción, los márgenes de ganancia se elevan.
- Mayor Competitividad: Precios más competitivos y mayor cuota de mercado.
- Mayor Calidad del Producto: Menos errores y defectos gracias a procesos optimizados.
- Entrega a Tiempo: Cumplimiento de plazos y mayor satisfacción del cliente.
- Utilización de Recursos Sostenibles: Menor consumo de recursos, beneficioso ambientalmente.
- Flexibilidad y Adaptabilidad: Mayor capacidad para responder a cambios en la demanda o condiciones económicas.
- Mayor Capacidad de Inversión: Recursos liberados para I+D y expansión.
- Mejora de la Moral de los Empleados: Reducción de tareas repetitivas y mayor satisfacción laboral.
- Mayor Innovación: Liberación de recursos para el desarrollo de nuevos productos o servicios.
Preguntas Frecuentes (FAQ)
¿Qué es el tiempo estándar de producción?
Es el tiempo que un trabajador calificado necesita para completar una tarea específica a un ritmo normal, incluyendo tiempos de descanso y otras holguras necesarias. Es una métrica fundamental para la planificación y el control de la producción.
¿Por qué es importante el tiempo estándar?
Es crucial para establecer objetivos de producción realistas, calcular costos de mano de obra, planificar la capacidad, balancear líneas de ensamble, y evaluar la eficiencia de los procesos y el rendimiento del personal.
¿Cómo se tiene en cuenta el desempeño del trabajador en el cálculo del tiempo normal?
Se utiliza un factor de valoración de desempeño (como el método Westinghouse) que ajusta el tiempo promedio observado, evaluando la habilidad, el esfuerzo, las condiciones y la consistencia del trabajador en comparación con un operario promedio.
¿Qué son los suplementos o holguras en el estudio de tiempos?
Son porcentajes de tiempo adicionales que se añaden al tiempo normal para cubrir necesidades personales del trabajador (ej. ir al baño), fatiga básica y retrasos inevitables o demoras por condiciones de trabajo (ej. postura).
¿Qué es el Takt Time y cómo se relaciona con el tiempo estándar?
El Takt Time es el ritmo de producción que una empresa debe mantener para satisfacer la demanda del cliente. El tiempo estándar de las tareas individuales se utiliza para balancear la línea de producción, asegurando que cada estación opere a un ritmo que no exceda el Takt Time, optimizando así el flujo.
¿Cuál es la diferencia entre productividad y eficiencia de producción?
La productividad mide la relación entre la producción obtenida y los recursos utilizados (salidas vs. entradas). La eficiencia de producción se enfoca en qué tan bien se utilizan esos recursos para obtener la producción deseada, buscando la máxima producción con la menor cantidad de recursos y desperdicio.
¿Qué tecnologías pueden ayudar a mejorar la eficiencia productiva?
Sistemas como APS (planificación y programación avanzada), MES (control de ejecución de manufactura), ERP (planificación de recursos empresariales) e IoT (Internet de las Cosas) son clave para digitalizar y optimizar los procesos de producción, ofreciendo datos en tiempo real y automatización.
En resumen, el cálculo del tiempo estándar es una herramienta poderosa en la ingeniería industrial y la gestión de operaciones. Al dominar esta metodología y combinarla con una comprensión profunda de la productividad y la eficiencia, las empresas pueden tomar decisiones informadas para optimizar sus procesos, reducir costos y fortalecer su posición en el mercado. La inversión en métodos de trabajo estandarizados y en tecnologías de vanguardia es el camino hacia una producción más ágil, flexible y competitiva.
Si quieres conocer otros artículos parecidos a Cálculo del Tiempo Estándar de Producción: Guía Completa puedes visitar la categoría Cálculos.