15/12/2023
La soldadura es mucho más que simplemente unir dos piezas de metal con calor. Es un proceso complejo que combina arte, habilidad y, fundamentalmente, una profunda comprensión de la ciencia de los materiales y la transferencia de energía. Detrás de cada unión fuerte y duradera hay un intrincado entramado de cálculos y consideraciones metalúrgicas que garantizan la calidad, la integridad y la seguridad de la estructura final.
Desde la evaluación de la composición química del material base hasta la determinación de los parámetros óptimos del proceso, cada decisión se fundamenta en principios científicos. Este artículo desglosará algunos de los cálculos más críticos en el ámbito de la soldadura, ayudándote a entender cómo se asegura la resistencia y se previenen defectos en las uniones metálicas, respondiendo a preguntas clave sobre cómo se dimensionan los cordones y se controlan las propiedades post-soldadura.
- Más Allá del Electrodo: La Ciencia Detrás de la Soldadura
- La Composición Química Importa: Equivalentes de Carbono
- Controlando el Frío: La Importancia del Precalentamiento
- El Pulso Térmico: Entrada de Calor y Tiempo de Enfriamiento
- La Dureza Post-Soldadura: Un Indicador Crítico
- Dimensionando la Unión: Cálculo y Diseño de Cordones de Soldadura Estructurales
- ¿Y el Cable de Soldar? Una Aclaración Importante
Más Allá del Electrodo: La Ciencia Detrás de la Soldadura
La soldadura es un proceso termomecánico que altera las propiedades del material en la zona de la unión y sus alrededores, conocida como Zona Afectada por el Calor (ZAC). Para asegurar que estas alteraciones sean beneficiosas y no comprometan la integridad de la pieza, es indispensable realizar cálculos precisos. Estos cálculos no solo optimizan el proceso, sino que son vitales para la seguridad y durabilidad de cualquier estructura soldada, desde un pequeño componente hasta una gran edificación o puente.
El objetivo principal de estos cálculos es predecir y controlar la microestructura y las propiedades mecánicas de la unión soldada, como la dureza, la tenacidad y la resistencia a la fisuración. Para lograrlo, se consideran factores como la composición química del metal base, el aporte de calor, la temperatura de precalentamiento y la velocidad de enfriamiento.
La Composición Química Importa: Equivalentes de Carbono
Uno de los aspectos más fundamentales para evitar problemas como el agrietamiento en frío o la fragilización en la Zona Afectada por el Calor (ZAC), especialmente en aceros de alta resistencia o aleados, es comprender la influencia de su composición química. Aquí es donde entran en juego los Equivalentes de Carbono (CE).
Estos parámetros simplificados buscan estimar el efecto combinado de los diversos elementos de aleación de un acero, resumiendo su contenido mediante procedimientos de promediado específicos. El carbono es el elemento con mayor impacto en la dureza y la soldabilidad, pero otros elementos como el manganeso, cromo, molibdeno, vanadio, níquel y cobre también juegan un papel crucial.
Existen múltiples fórmulas de equivalentes de carbono, cada una desarrollada para diferentes situaciones de soldadura y grados de acero. Las más comunes y sus fórmulas (en porcentaje en peso) son:
CET := C + (Mn + Mo)/10 + (Cr + Cu)/20 + Ni/40CE := C + Mn/6 + (Cr + Mo + V)/5 + (Ni+ Cu)/15CEN := C + [ 0.75 + 0.25*tanh(20*(C - 0.12))] * [Si/24 + Mn/6 + Cu/15 + Ni/20 + (Cr + Mo + V + Nb)/5 + 5*B]Pcm := C + Si/30 + (Mn + Cu + Cr)/20 + Mo/15 + Ni/60 + V/10 + 5*B
El equivalente CET es particularmente importante, ya que a menudo es un requisito previo para cálculos posteriores de parámetros de soldadura. Cada fórmula tiene un rango de validez para los contenidos de los elementos de aleación. Si la composición de un acero excede estos rangos, los resultados del equivalente de carbono podrían no ser precisos o aplicables, lo que subraya la importancia de consultar los certificados de inspección del material.
La correcta determinación de estos equivalentes es el primer paso para ajustar el proceso de soldadura a las características específicas del material, minimizando riesgos y asegurando la ductilidad y resistencia de la unión soldada. Un CE alto, por ejemplo, podría indicar una mayor tendencia a la fisuración en frío, requiriendo un precalentamiento o un control más estricto del aporte de calor.
Controlando el Frío: La Importancia del Precalentamiento
El precalentamiento es una técnica esencial y altamente efectiva para evitar el fenómeno del agrietamiento en frío en la Zona Afectada por el Calor (ZAC). Las grietas en frío son un tipo de defecto retardado que se forma después de que la soldadura se ha enfriado, a menudo horas o días después de completada la unión, y son inducidas por la presencia de hidrógeno, tensiones residuales y una microestructura susceptible.
La función principal del precalentamiento es triple:
- Retardar el enfriamiento de la ZAC: Al elevar la temperatura inicial del material, se reduce la velocidad a la que la ZAC se enfría de 800°C a 500°C (tiempo t8/5). Un enfriamiento más lento permite la transformación de la microestructura hacia fases más dúctiles y menos susceptibles a la fragilización, como la bainita o la ferrita, en lugar de la martensita, que es frágil.
- Permitir la difusión del hidrógeno: El hidrógeno, un subproducto inevitable de muchos procesos de soldadura, es el principal culpable del agrietamiento en frío. El precalentamiento mantiene la ZAC a una temperatura elevada durante más tiempo, facilitando que el hidrógeno escape de la unión antes de que se formen microestructuras críticas.
- Reducir las tensiones residuales: El calentamiento uniforme de la pieza antes de soldar ayuda a minimizar los gradientes térmicos durante el proceso, lo que a su vez reduce las tensiones internas y las deformaciones que podrían contribuir al agrietamiento.
La temperatura de precalentamiento (Tp) es la temperatura mínima que no debe descenderse antes de la primera pasada de soldadura. Para soldaduras multicapa, esta temperatura también se conoce como temperatura interpasada, y generalmente son idénticas.
El cálculo de la temperatura de precalentamiento depende de la siguiente información:
- Equivalente de Carbono CET: Como se ha explicado, este valor (en porcentaje en peso) es un factor determinante de la soldabilidad del acero.
- Espesor de la Placa (d): Se mide en milímetros. Es importante considerar que, para espesores superiores a 60 mm, su influencia es menor debido al flujo de calor tridimensional.
- Contenido de Hidrógeno (HD): Expresado en ml/100g, este valor puede ser introducido directamente o seleccionado de tablas de valores típicos según el proceso de soldadura y el tipo de consumible.
| Método de Soldadura | Contenido Común de Hidrógeno [ml/100 g] |
|---|---|
| Soldadura por Arco Manual (MMA) | 5 |
| Soldadura por Arco con Gas Protector (MIG/MAG) | 3 |
| Soldadura por Arco con Núcleo Flux (Básico) (FCAW) | 5 |
| Soldadura por Arco Sumergido (Básico) (SAW) | 5 |
La fórmula para calcular la temperatura mínima de precalentamiento es:
Tp = 697*CET + 160*tanh(d/35) + 62*HD0.35 + (53*CET - 32)*Q - 328
Donde Q es el aporte de calor efectivo en kJ/mm.
Es fundamental que se respeten los rangos de validez de esta fórmula para que los resultados sean precisos. El precalentamiento no solo mejora la soldabilidad del material y la prevención de grietas, sino que también contribuye significativamente a la integridad estructural de la unión al minimizar el riesgo de defectos inducidos por el hidrógeno y las tensiones internas.
El Pulso Térmico: Entrada de Calor y Tiempo de Enfriamiento
El ciclo térmico durante la soldadura es de suma importancia para las propiedades mecánicas de la unión soldada. Este ciclo está influenciado por el aporte de calor aplicado, la temperatura de precalentamiento, la geometría de la soldadura y los detalles de la capa de soldadura. El parámetro clave que resume este ciclo térmico es el tiempo de enfriamiento t8/5.
Aporte de Calor y Aporte de Calor Efectivo
El aporte de calor (E) es la energía térmica suministrada por unidad de longitud de soldadura. Se calcula a partir de los parámetros eléctricos del proceso:
E = U * I / v * (60 / 1000)
Donde:
U= Tensión eléctrica [V]I= Corriente eléctrica [A]v= Velocidad de soldadura [mm/min]
Sin embargo, no toda la energía suministrada se utiliza eficazmente en la fusión y el calentamiento del material. Por ello, se introduce el concepto de aporte de calor efectivo (Q), que es el producto del aporte de calor (E) y un factor de eficiencia energética (h). Este factor 'h' varía significativamente según el proceso de soldadura utilizado, reflejando la eficiencia con la que la energía del arco se transfiere a la pieza.
Q = h * E
| Proceso de Soldadura | Factor de Eficiencia (h) |
|---|---|
| Soldadura por Arco Manual (MMA) | 0.8 |
| Soldadura por Arco Sumergido (SAW) | 1.0 |
| Gas Metal Activo (MAG) | 0.8 |
| Gas Metal Inerte (MIG) | 0.7 |
| Arco con Núcleo Flux (FCAW) | 0.9 |
| Gas Tungsteno Inerte (TIG) | 0.7 |
El Tiempo de Enfriamiento t8/5
El tiempo de enfriamiento t8/5 es el tiempo que tarda la zona de la soldadura en enfriarse desde 800°C hasta 500°C. Este intervalo de temperatura es crítico porque es donde ocurren las transformaciones microestructurales más importantes en muchos aceros. Este parámetro es la clave para predecir las propiedades mecánicas finales de la ZAC, como la dureza máxima y la tenacidad.
- Impacto en la Dureza: Una mayor t8/5 (es decir, un enfriamiento más lento) generalmente conduce a una dureza máxima más baja en la ZAC, lo cual es deseable para evitar la fragilidad.
- Impacto en la Tenacidad: Sin embargo, tiempos de enfriamiento excesivamente largos pueden disminuir la tenacidad de la ZAC, afectando negativamente la resistencia al impacto (valores Charpy-V).
Por lo tanto, los parámetros de soldadura deben seleccionarse de manera que el tiempo de enfriamiento se mantenga dentro de un rango óptimo. Para aceros estructurales de grano fino, este rango suele estar entre 10 y 25 segundos.
El cálculo del t8/5 depende de la geometría del flujo de calor (bidimensional o tridimensional):
- Para flujo de calor tridimensional:
t8/5 = (6700 - 5*TP) * Q * (1/(500-TP) - 1/(800-TP)) * F3 - Para flujo de calor bidimensional:
t8/5 = (4300 - 4.3*TP) * 105 * Q2/d2 * (1/(500-TP)2 - 1/(800-TP)2) * F2
Donde:
TP= Temperatura de precalentamiento/interpasada [°C]Q= Aporte de calor efectivo [kJ/mm]d= Espesor de la placa [mm]F2,F3= Factores de geometría de soldadura (para flujo bidimensional y tridimensional). Estos factores varían según el tipo de unión (a tope, de esquina, en T) y el número de pasadas.
La precisión en el control de estos parámetros es vital para garantizar la seguridad y el rendimiento a largo plazo de las estructuras soldadas, asegurando la microestructura deseada y las propiedades mecánicas óptimas.
La Dureza Post-Soldadura: Un Indicador Crítico
La dureza máxima en la Zona Afectada por el Calor (ZAC) es un indicador fundamental de la calidad de fabricación de una unión soldada. A menudo se mide durante las aprobaciones de procedimientos de soldadura y los ensayos de soldadura, ya que una dureza excesiva puede indicar una microestructura frágil y una mayor susceptibilidad al agrietamiento.
Físicamente, la dureza máxima depende directamente de la velocidad de enfriamiento en la zona de grano grueso de la ZAC: cuanto más rápida sea la velocidad de enfriamiento, mayor será la dureza resultante debido a la formación de fases más duras como la martensita. Por el contrario, una velocidad de enfriamiento más lenta permite la formación de estructuras de grano más suaves, como la bainita y la ferrita. Es por esto que el tiempo de enfriamiento t8/5 es un parámetro clave para evaluar y predecir la dureza máxima en la ZAC.
El segundo factor influyente importante es la composición química del acero, ya que determina la cantidad y el tipo de microestructuras que se formarán durante el enfriamiento. Elementos de aleación como el carbono, molibdeno, manganeso y cromo aumentan la templabilidad (la capacidad de un acero para endurecerse por enfriamiento rápido) y desplazan la caída de dureza a tiempos de enfriamiento más largos. Además, la dureza de las diversas estructuras de grano también está influenciada por la composición de la aleación.
Existen modelos y fórmulas para calcular la dureza máxima teórica en la ZAC, como las de Dürren y Yurioka. Estas fórmulas se han desarrollado mediante investigaciones sistemáticas y análisis de regresión, relacionando la dureza de la ZAC con la composición química y el tiempo de enfriamiento t8/5. Por ejemplo, las fórmulas permiten estimar la dureza de la martensita (HVM) y la bainita (HVB), y a partir de ellas, la dureza resultante de la ZAC.
Las normas internacionales, como la DIN EN ISO 15614-1, establecen límites superiores para la dureza de la ZAC, asegurando que la unión cumpla con los requisitos de calidad y rendimiento para diversas aplicaciones. Estos límites son cruciales para prevenir la fragilidad y garantizar la fiabilidad de las estructuras.
| Grupo de Acero CR ISO 15608 | Sin Tratamiento Térmico | Con Tratamiento Térmico |
|---|---|---|
| 1a, 2 | 380 | 320 |
| 3b | 450 | 380 |
| 4, 5 | 380 | 320 |
| 6 | — | 350 |
| 9.1 | 350 | 300 |
| 9.2 | 450 | 350 |
| 9.3 | 450 | 350 |
Para uniones soldadas que se someterán a un tratamiento térmico post-soldadura (PWHT), también se puede calcular la disminución de la dureza resultante de este tratamiento, utilizando modelos como la fórmula de Okumura. El PWHT es una técnica crucial para aliviar tensiones residuales, mejorar la tenacidad y reducir la dureza excesiva en la ZAC, contribuyendo a la estabilidad y resistencia a largo plazo de la estructura.
Dimensionando la Unión: Cálculo y Diseño de Cordones de Soldadura Estructurales
Las preguntas sobre "¿cuánto debe medir un cordón de soldadura?" o "¿cómo se calcula la cantidad de soldadura?" nos adentran en el campo del diseño y cálculo de soldaduras en estructuras metálicas. En ingeniería estructural, las soldaduras no solo deben ser calculadas con precisión, sino también diseñadas de manera que sean capaces de transmitir eficazmente las cargas y momentos entre los elementos estructurales.
Fases del Diseño y Cálculo
- Diseño de la Soldadura: Esta fase inicial es fundamental. Implica decidir qué elementos específicos se soldarán. Por ejemplo, en una conexión viga-columna, se debe determinar si se soldará únicamente el alma de la viga, o si también se soldarán las alas (o patines). La elección define el tipo de conexión y su capacidad para transmitir esfuerzos. Una conexión que suelde tanto el alma como los patines es una "conexión a momento", capaz de transmitir tanto momento flector como esfuerzo cortante, a diferencia de una conexión a cortante que solo une el alma.
- Cálculo de la Soldadura: Una vez diseñado el esquema de la unión, el cálculo busca comprobar que el plano resistente de la soldadura, conocido como "plano de garganta", sea capaz de soportar las tensiones de trabajo generadas. Este plano de garganta es un plano imaginario a 45º respecto a la superficie de la garganta del cordón. El cálculo implica definir su longitud, su espesor de garganta y, en ocasiones, el tipo de electrodo a utilizar para alcanzar la resistencia requerida.
Transmisión de Esfuerzos
- Transmisión de Momento Flector (Ley de Navier): Debido a la presencia de momento flector, se genera una distribución de tensiones normales al plano abatido de las soldaduras. Estas tensiones son máximas en las fibras más alejadas del eje neutro de la unión. Conociendo la inercia de la distribución de área de los planos abatidos de las soldaduras, es posible determinar la tensión normal máxima que se producirá en cada cordón.
- Transmisión de Esfuerzo Cortante (Ley de Collignon): En este caso, se asume que el esfuerzo cortante es absorbido de forma uniforme por los cordones ubicados a cada lado del alma. La tensión tangencial se obtiene simplemente dividiendo el esfuerzo cortante total por el área del plano abatido de los cordones que resisten dicho cortante.
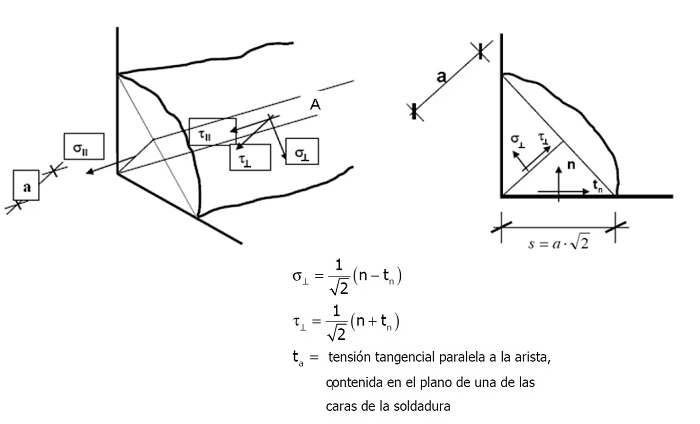
Una vez obtenidas las tensiones en los planos abatidos, estas se "repercuten" al plano de garganta de la soldadura para obtener las tensiones normales (σ) y tangenciales (τn, τa). Finalmente, se calcula una tensión resultante o de comparación (comúnmente utilizando el criterio de Von Mises), la cual debe ser menor a la resistencia admisible del cordón de soldadura. Esta comparación es la inecuación fundamental que se debe cumplir para garantizar la seguridad de la unión.
Herramientas de Cálculo Avanzadas
Actualmente, la ingeniería estructural cuenta con potentes herramientas de software que facilitan enormemente el diseño y la comprobación de uniones soldadas. Programas como CypeConnect, Idea Statica y CypeConnectSteel permiten a los ingenieros modelar la conexión, introducir los perfiles de las barras y los esfuerzos actuantes, y dimensionar la unión de forma interactiva. Es posible ajustar parámetros como las longitudes de los cordones de soldadura, los espesores de garganta y los tipos de electrodos, y el software realiza automáticamente las comprobaciones normativas, determinando las tensiones de comparación (Von Mises) y evaluando el aprovechamiento de cada cordón. Esto no solo agiliza el proceso de diseño, sino que también aumenta la eficiencia y la fiabilidad de las uniones soldadas.
¿Y el Cable de Soldar? Una Aclaración Importante
En cuanto a la pregunta sobre "¿cómo se calcula el cable para soldar?", es importante aclarar que la información detallada en este artículo se ha centrado en los aspectos metalúrgicos, de proceso y estructurales de la soldadura. Los cálculos para el dimensionamiento del cable de alimentación del equipo de soldadura (es decir, el cable que transporta la corriente desde la fuente de poder hasta la pinza porta-electrodos y la pinza de masa) pertenecen al ámbito de la ingeniería eléctrica y no se abordan en la información proporcionada.
No obstante, es un aspecto vital para la seguridad y eficiencia del proceso de soldadura. El cálculo del cable para soldar depende principalmente de:
- Corriente de Soldadura (Amperaje): A mayor corriente, mayor debe ser la sección transversal del cable para evitar el sobrecalentamiento.
- Longitud del Cable: Cuanto más largo sea el cable, mayor será su resistencia eléctrica, lo que provoca una mayor caída de tensión. Para compensar esto y mantener un voltaje adecuado en el arco, se requiere una sección transversal de cable más grande.
- Ciclo de Trabajo del Equipo: Este parámetro indica el porcentaje de tiempo que la máquina puede soldar a una corriente determinada sin sobrecalentarse. Influye en la capacidad térmica requerida del cable.
- Caída de Tensión Permitida: Una caída de tensión excesiva puede afectar negativamente la estabilidad y el rendimiento del arco de soldadura.
Un cable subdimensionado puede sobrecalentarse, dañar el equipo, provocar incendios o resultar en un arco de soldadura inestable y de baja calidad. Por lo tanto, es crucial consultar siempre las tablas de dimensionamiento de cables proporcionadas por los fabricantes de equipos de soldadura y adherirse a las normativas eléctricas locales para garantizar una operación segura y óptima.
Preguntas Frecuentes (FAQ)
¿Cómo se calcula el cable para soldar?
El cálculo específico del cable para soldar (sección transversal y longitud) no se aborda en detalle en este artículo, ya que se centra en los parámetros metalúrgicos y de proceso. Sin embargo, en términos generales, depende directamente de la corriente de soldadura (amperaje), la longitud del cable, el ciclo de trabajo del equipo y la caída de tensión máxima permitida. Un cable correctamente dimensionado es vital para la seguridad y la eficiencia energética.
¿Cuánto debe medir un cordón de soldadura?
La "medida" de un cordón de soldadura, en el contexto de diseño estructural, se refiere a su longitud y su espesor de garganta. Estas dimensiones se calculan para asegurar que el cordón sea capaz de soportar las tensiones de trabajo (momento flector, esfuerzo cortante) transmitidas entre los elementos estructurales, de acuerdo con principios de la mecánica de materiales como las leyes de Navier y Collignon. El cordón debe ser lo suficientemente grande para que la tensión de comparación resultante en su plano de garganta sea inferior a la resistencia del material de aportación.
¿Cómo calcular la fórmula de soldadura?
No existe una única "fórmula de soldadura", sino un conjunto de cálculos interrelacionados que aseguran la calidad y seguridad de la unión. Estos incluyen:
- Equivalentes de Carbono (CE, CET, etc.): Para evaluar la soldabilidad del acero y prevenir el agrietamiento en frío.
- Temperatura de Precalentamiento (Tp): Para ralentizar el enfriamiento de la ZAC y facilitar la evacuación de hidrógeno.
- Aporte de Calor (E) y Aporte de Calor Efectivo (Q): La energía térmica suministrada y utilizada en la soldadura, que influye en el ciclo térmico.
- Tiempo de Enfriamiento (t8/5): El tiempo que tarda la soldadura en enfriarse de 800°C a 500°C, crucial para las transformaciones microestructurales y las propiedades mecánicas finales como la dureza y la tenacidad.
- Dureza en la ZAC: Para evaluar la fragilidad y asegurar que no exceda los límites normativos.
Estos cálculos se basan en la composición química del acero, el espesor de la placa, el proceso de soldadura y los parámetros eléctricos aplicados.
¿Cómo se calcula la cantidad de soldadura?
La "cantidad de soldadura" se refiere al volumen de material depositado, o más comúnmente en ingeniería, a las dimensiones (longitud y espesor de garganta) que deben tener los cordones para transmitir los esfuerzos requeridos entre los elementos. Este cálculo implica un análisis de las fuerzas (momento flector, esfuerzo cortante) que la unión debe soportar, y se verifica que la tensión resultante en el plano de garganta del cordón sea inferior a su resistencia admisible. Herramientas de software especializadas son ampliamente utilizadas para realizar estas comprobaciones de manera eficiente y precisa.
Si quieres conocer otros artículos parecidos a Calculando la Soldadura: Ciencia Detrás de Cada Unión puedes visitar la categoría Cálculos.