21/11/2024
En el fascinante mundo de la fundición, donde el metal fundido toma forma para crear componentes esenciales, un desafío persistente es asegurar la integridad de la pieza final. La contracción del metal al enfriarse puede dar lugar a defectos internos conocidos como rechupes o falta de material, comprometiendo la calidad y la funcionalidad. Es aquí donde entran en juego las mazarotas, depósitos estratégicamente ubicados de metal fundido que actúan como reservas, alimentando la pieza a medida que esta solidifica y se contrae. Pero, ¿cómo se determina el tamaño y la ubicación de estas mazarotas para garantizar su eficacia sin caer en el desperdicio? La respuesta reside en una combinación de principios de metalurgia y cálculos precisos, fundamentales para cualquier proceso de fundición exitoso.
Este artículo explorará en profundidad el cálculo del tamaño de las mazarotas, desde su definición y clasificación hasta las metodologías de cálculo más importantes, como el concepto del módulo de enfriamiento y la fundamental regla de Chvorinov. Comprender estos elementos no solo permite prevenir defectos costosos, sino también optimizar la eficiencia del proceso de fundición, minimizando el material residual y maximizando la calidad del producto final.
- ¿Qué es una Mazarota y su Importancia Crítica en Fundición?
- Clasificación de Mazarotas: Adaptándose a Cada Necesidad
- El Módulo de Enfriamiento (Mc): Entendiendo la Solidificación
- La Regla de Chvorinov: La Ecuación Maestra para el Cálculo de Mazarotas
- Cálculo Práctico del Tamaño Mínimo de la Mazarota
- Estrategias para Optimizar el Tamaño y la Eficiencia de la Mazarota
- Preguntas Frecuentes (FAQ) sobre el Cálculo de Mazarotas
- ¿Por qué es tan importante calcular el tamaño de la mazarota con precisión?
- ¿Qué factores influyen en el tiempo de solidificación de una mazarota?
- ¿Es siempre 1.25 el factor de seguridad para el tiempo de solidificación de la mazarota?
- ¿Qué sucede si la mazarota solidifica antes que la pieza?
- ¿Cómo puedo reducir el tamaño de una mazarota sin comprometer la calidad de la pieza?
¿Qué es una Mazarota y su Importancia Crítica en Fundición?
Una mazarota, en el contexto de la fundición y la metalurgia, es un reservorio de metal fundido que se integra al molde en puntos críticos de la pieza. Su función principal es compensar la contracción volumétrica del metal durante la solidificación. Cuando el metal se enfría, su volumen disminuye; si no hay una fuente adicional de metal líquido, esta contracción puede generar vacíos internos o superficiales en la pieza, conocidos como rechupes. La mazarota, al solidificar más lentamente que la pieza principal, actúa como un "alimentador", suministrando metal líquido a la cavidad de la pieza a medida que esta se contrae.
Para que una mazarota sea efectiva, debe permanecer líquida durante más tiempo que la pieza a la que alimenta. Una vez que la pieza ha solidificado completamente y ha recibido todo el metal necesario de la mazarota, esta última también solidifica. Posteriormente, la mazarota es retirada de la pieza terminada mediante procesos como el corte, esmerilado o limado, y el material puede ser refundido y reutilizado, lo que subraya la importancia de su tamaño óptimo para la eficiencia del proceso.
Clasificación de Mazarotas: Adaptándose a Cada Necesidad
Las mazarotas no son un elemento monolítico; se clasifican según diversos criterios que influyen en su diseño, eficacia y las complejidades de su uso. Comprender estos tipos es fundamental para seleccionar la mazarota adecuada para cada aplicación de fundición.
Según su Posición: Superiores vs. Laterales
- Mazarota Superior: Se sitúa directamente sobre la cavidad de la pieza.
- Mazarota Lateral: Se coloca al lado de la cavidad de la pieza.
Las mazarotas superiores suelen ser ventajosas porque ocupan menos espacio en el montaje del molde y requieren una distancia de alimentación menor, lo que puede mejorar la eficiencia del flujo de metal.
Según su Apertura: Abiertas vs. Ciegas
- Mazarota Abierta: Tiene una abertura hacia el exterior del molde. Esto permite monitorear el nivel del metal y facilita la adición de material exotérmico o aislante. Sin embargo, al estar expuestas al aire, pierden calor más rápidamente y suelen requerir un mayor volumen.
- Mazarota Ciega: Se encuentra completamente embebida dentro del molde. Estas mazarotas retienen mejor el calor al estar rodeadas por la arena del molde, lo que a menudo permite que sean de menor tamaño que las abiertas para una misma función.
Según su Relleno: Vivas vs. Muertas (o Frías)
- Mazarota Viva: Se llena directamente a través del sistema de distribución (bebederos, canales) antes que la cavidad de la pieza. Son más eficientes en la alimentación y suelen tener un menor volumen requerido.
- Mazarota Muerta (o Fría): Se llena con metal que ha fluido previamente a través de la cavidad de la pieza. Esto significa que el metal ya ha cedido algo de su calor a la pieza, lo que las hace menos eficientes y generalmente requieren un volumen mayor para compensar su menor temperatura inicial. Las mazarotas superiores son casi siempre frías, mientras que las integradas en el sistema de distribución suelen ser vivas.
La siguiente tabla resume las principales características de estos tipos de mazarotas:
| Criterio | Tipo | Descripción | Ventajas / Desventajas |
|---|---|---|---|
| Posición | Superior | Sobre la cavidad de la pieza. | Menor espacio en el molde, menor distancia de alimentación. |
| Posición | Lateral | Al lado de la cavidad de la pieza. | Mayor espacio requerido, a veces más fácil de retirar. |
| Apertura | Abierta | Con abertura al exterior del molde. | Permite monitoreo, pero mayor pérdida de calor y volumen. |
| Apertura | Ciega | Completamente embebida en el molde. | Mejor retención de calor, menor volumen requerido. |
| Relleno | Viva | Se llena antes que la cavidad de la pieza. | Más eficiente, menor volumen requerido. |
| Relleno | Muerta (Fría) | Se llena con metal que fluye a través de la pieza. | Menos eficiente, mayor volumen requerido. |
El Módulo de Enfriamiento (Mc): Entendiendo la Solidificación
El concepto del módulo de enfriamiento (Mc) es fundamental para predecir el tiempo de solidificación de una sección de fundición. Se define como la relación entre el volumen (V) de una sección y su superficie de enfriamiento (S):
Mc = V / S
Un módulo de enfriamiento alto indica que una sección tiene un gran volumen en relación con su superficie expuesta al enfriamiento. Esto se traduce en un enfriamiento más lento y, por lo tanto, un mayor tiempo de solidificación. Para una mazarota, es crucial que su módulo sea superior al de la pieza que alimenta, asegurando que permanezca líquida más tiempo para poder compensar la contracción de la pieza. Al calcular el módulo, es importante considerar solo las superficies a través de las cuales se produce la transferencia de calor. Si una superficie de la mazarota está en contacto con la pieza, esa área debe restarse de la superficie de enfriamiento de la mazarota y, si aplica, de la pieza.
La Regla de Chvorinov: La Ecuación Maestra para el Cálculo de Mazarotas
La regla de Chvorinov es una ecuación empírica que relaciona el tiempo de solidificación de una fundición con su volumen y superficie. Es la herramienta más utilizada para determinar el tamaño mínimo de una mazarota. La ecuación general es:
t = B * (V / S)^n
Donde:
tes el tiempo de solidificación.Bes una constante del molde, que depende del material del molde (conductividad térmica, calor específico, densidad) y de las propiedades térmicas del metal fundido.Ves el volumen de la pieza o mazarota.Ses la superficie de enfriamiento de la pieza o mazarota.nes un exponente que generalmente se considera 2 para moldes de arena, pero puede variar entre 1.5 y 2.
Para asegurar que la mazarota cumpla su función, debe solidificarse después de la pieza. Una práctica común es fijar un tiempo de solidificación de la mazarota un 25% mayor que el de la pieza, aunque este porcentaje puede ajustarse según las necesidades específicas y la complejidad de la pieza:
t_mazarota = 1.25 * t_pieza
Sustituyendo la regla de Chvorinov en esta relación, y asumiendo que las constantes B y n son las mismas para la pieza y la mazarota (ya que están en el mismo molde y son del mismo material):
B * (V/S)_mazarota^n = 1.25 * B * (V/S)_pieza^n
Simplificando, obtenemos la relación clave para el diseño:
(V/S)_mazarota^n = 1.25 * (V/S)_pieza^n
O, si n=2:
(V/S)_mazarota^2 = 1.25 * (V/S)_pieza^2
(V/S)_mazarota = sqrt(1.25) * (V/S)_pieza
(V/S)_mazarota ≈ 1.118 * (V/S)_pieza
Esta ecuación permite calcular el módulo mínimo que debe tener la mazarota en función del módulo de la pieza. Una vez conocido el módulo requerido para la mazarota, se puede diseñar su forma (cilíndrica, esférica, etc.) y dimensiones para lograr ese valor.
Cálculo Práctico del Tamaño Mínimo de la Mazarota
El proceso de cálculo del tamaño de la mazarota implica varios pasos, comenzando por la caracterización de la pieza:
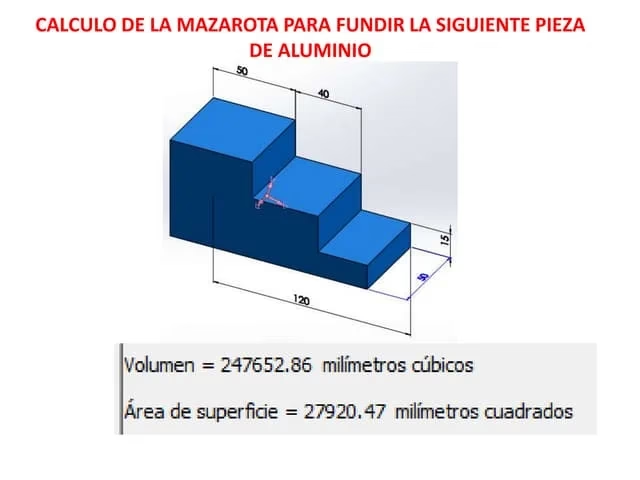
- Calcular el Módulo de la Pieza (Mc_pieza): Determine el volumen (V_pieza) y la superficie de enfriamiento (S_pieza) de la pieza fundida. Es crucial identificar correctamente las superficies que disipan calor.
- Determinar el Módulo Requerido para la Mazarota (Mc_mazarota): Utilizando la relación derivada de Chvorinov, por ejemplo,
Mc_mazarota = 1.118 * Mc_pieza(asumiendo n=2). - Diseñar la Forma de la Mazarota: Las mazarotas cilíndricas son comunes debido a su facilidad de cálculo y fabricación. Para una mazarota cilíndrica, el volumen es
V = π * r^2 * hy la superficie esS = 2 * π * r^2 + 2 * π * r * h(para una mazarota abierta). Si es ciega o superior, se debe considerar la superficie de contacto con el molde. - Optimizar la Relación Altura-Diámetro (h/D): Para mazarotas cilíndricas, una relación h/D óptima (a menudo entre 1 y 1.5) maximiza el módulo para un volumen dado, lo que significa que se necesita menos material para lograr el tiempo de solidificación deseado.
- Resolver para las Dimensiones de la Mazarota: Una vez que se tiene la relación de Mc_mazarota y la forma, se pueden resolver las ecuaciones para encontrar el diámetro (D) y la altura (h) mínimos de la mazarota. Por ejemplo, si se elige una relación h/D fija, la ecuación se simplifica para resolver directamente en función del diámetro.
Es importante notar que si se emplea una mazarota superior, el área de contacto entre la mazarota y la pieza debe restarse tanto de la superficie de enfriamiento de la mazarota como de la pieza para el cálculo de sus respectivos módulos. Esta área compartida no disipa calor al molde.
La unión de la mazarota con la cavidad de la pieza (conocida como el cuello o la unión) es un punto crítico. Por un lado, debe ser lo suficientemente pequeña para facilitar su retirada. Por otro lado, debe ser lo suficientemente grande para evitar que solidifique antes que la mazarota, lo que impediría el flujo de metal. El diseño de esta unión es a menudo un compromiso y se busca que sea muy corta para aprovechar el calor del material en ambas cavidades durante el proceso de solidificación.
Estrategias para Optimizar el Tamaño y la Eficiencia de la Mazarota
La eficiencia de un proceso de fundición se define como el cociente del peso de la pieza final entre el peso total de material vertido en el molde. Las mazarotas, aunque esenciales para la calidad, aumentan el denominador de esta fórmula, ya que su material debe ser cortado y refundido. Por lo tanto, es muy importante reducir su tamaño al mínimo posible sin comprometer la calidad de la pieza.
Existen varias estrategias para ralentizar el enfriamiento de la mazarota o reducir su tamaño, lo que conduce a una mayor eficiencia:
- Camisas Aislantes: La colocación de una camisa aislante (hecha de materiales como fibra cerámica o vermiculita) alrededor de la mazarota reduce la tasa de transferencia de calor al molde, aumentando así su tiempo de solidificación efectivo y permitiendo un menor volumen de metal.
- Materiales Exotérmicos: Se pueden añadir compuestos exotérmicos (que liberan calor al reaccionar) en la parte superior de la mazarota. Esto mantiene el metal líquido por más tiempo y puede reducir significativamente el tamaño requerido.
- Calentamiento Adicional: En aplicaciones muy específicas, se pueden instalar resistencias eléctricas o quemadores alrededor de la mazarota para mantener el metal en estado líquido durante un período más prolongado.
- Formas Óptimas: Diseñar la mazarota con una forma que maximice su relación V/S (por ejemplo, esférica, si es posible) puede reducir el volumen necesario.
La eficiencia no solo se mide en la cantidad de metal utilizado, sino también en el tiempo y el costo asociados con la retirada de la mazarota y el reprocesamiento del material. Un diseño cuidadoso de la mazarota es un equilibrio entre asegurar la calidad de la pieza y minimizar los costos de producción.
Preguntas Frecuentes (FAQ) sobre el Cálculo de Mazarotas
¿Por qué es tan importante calcular el tamaño de la mazarota con precisión?
El cálculo preciso es vital para asegurar que la mazarota cumpla su función de alimentar la pieza y evitar defectos como los rechupes. Si es demasiado pequeña, no podrá compensar la contracción del metal y la pieza tendrá fallos. Si es demasiado grande, se desperdicia material, se reduce la eficiencia del proceso y aumentan los costos de producción, tanto por el metal extra como por el trabajo de corte y refusión.
¿Qué factores influyen en el tiempo de solidificación de una mazarota?
El tiempo de solidificación está influenciado por el volumen y la superficie de la mazarota (su módulo de enfriamiento), las propiedades termofísicas del metal fundido (calor latente, calor específico, densidad), las propiedades térmicas del material del molde, la temperatura de vertido, y la presencia de elementos aislantes o exotérmicos.
¿Es siempre 1.25 el factor de seguridad para el tiempo de solidificación de la mazarota?
No, el factor de 1.25 es un valor comúnmente aceptado y un buen punto de partida, pero no es universalmente fijo. Puede ajustarse en función de la complejidad de la pieza, el tipo de aleación, la experiencia previa con materiales y moldes específicos, y los requisitos de calidad del producto final. En algunos casos, se puede usar un factor mayor para mayor seguridad, o menor si se busca una optimización extrema y se cuenta con un control de proceso muy riguroso.
¿Qué sucede si la mazarota solidifica antes que la pieza?
Si la mazarota solidifica antes que la pieza principal, no podrá suministrar el metal líquido necesario para compensar la contracción volumétrica. Esto resultará en la formación de cavidades internas (rechupes) o depresiones superficiales en la pieza, lo que la hará defectuosa y potencialmente inutilizable.
¿Cómo puedo reducir el tamaño de una mazarota sin comprometer la calidad de la pieza?
Para reducir el tamaño de la mazarota manteniendo su efectividad, se pueden emplear varias técnicas: utilizar camisas aislantes para ralentizar su enfriamiento, aplicar materiales exotérmicos que generen calor adicional, o diseñar la mazarota con una forma que maximice su módulo de enfriamiento (por ejemplo, una relación altura-diámetro óptima para cilíndricas o formas esféricas). Estas soluciones permiten que una mazarota más pequeña cumpla la misma función que una mazarota más grande sin estas ayudas.
El cálculo preciso y el diseño inteligente de las mazarotas son aspectos ineludibles en la fundición moderna. No solo garantizan la integridad estructural y la calidad dimensional de las piezas, sino que también son un pilar fundamental para la eficiencia y la rentabilidad del proceso. Al dominar los principios del módulo de enfriamiento y la regla de Chvorinov, y al aplicar las estrategias de optimización disponibles, los ingenieros y fundidores pueden transformar un potencial punto de falla en una solución robusta y económicamente viable, asegurando que cada pieza fundida cumpla con los más altos estándares de calidad.
Si quieres conocer otros artículos parecidos a Cálculo Preciso del Tamaño de Mazarotas en Fundición puedes visitar la categoría Cálculos.