09/04/2025
En el universo del mecanizado de precisión, donde cada micra cuenta y la búsqueda de la perfección es una constante, un parámetro se alza como el pilar fundamental: la profundidad de corte. Ya sea que te dediques al torneado a nivel industrial o como aficionado, comprender su significado no es solo una necesidad, es una obligación. Este ajuste, aparentemente técnico, es la piedra angular que define la eficiencia, la calidad y la longevidad de cada proyecto de mecanizado. La reducción de tiempo de producción, la maximización de la vida útil de la herramienta y la consecución de una alta precisión son los objetivos más buscados en el maquinado, y para lograrlos, la profundidad de corte es la clave. Un juicio erróneo en esta configuración crucial podría comprometer irreversiblemente la calidad de tu producto. Sumergámonos en la esencia de por qué la profundidad de corte es vital para cualquier involucrado en el mecanizado, y cómo moldea el éxito de cada pieza.
- ¿Qué es la Profundidad de Corte en Mecanizado?
- ¿Por qué la Profundidad de Corte es Crítica en Operaciones de Torneado?
- ¿Cómo Influye la Profundidad de Corte en el Proceso de Torneado?
- Profundidad de Corte Mínima y Máxima en Torneado
- Cálculo de la Profundidad de Corte en Torneado
- Variación de la Profundidad de Corte en Diferentes Procesos de Mecanizado
- La Conexión entre la Profundidad de Corte y Otros Factores del Torneado
- Factores que Influyen en la Profundidad de Corte Óptima en Torneado
- Cómo Configurar la Profundidad de Corte en Torneado
- ¿Cómo Optimizan los Ajustes de Profundidad de Corte el Torneado?
- ¿Cuáles son los Desafíos Comunes y Soluciones en la Configuración de la Profundidad de Corte en Torneado?
- Cómo Manejar Materiales Difíciles de Maquinar en Torneado
- ¿Cuál es la Diferencia entre Profundidad de Corte y Espesor de Viruta?
- Preguntas Frecuentes (FAQ)
- Conclusión
¿Qué es la Profundidad de Corte en Mecanizado?
La profundidad de corte es un parámetro fundamental en el mecanizado CNC que se refiere al espesor del material removido en una sola pasada de la herramienta de corte. Es una configuración crítica en las operaciones de mecanizado, que influye en todo, desde la calidad de la pieza terminada hasta la vida útil de la herramienta. Se distinguen dos tipos principales de profundidad de corte, aunque en el contexto del torneado, el axial es el más relevante:
- Profundidad de Corte Radial (RDOC): A menudo llamada avance lateral o ancho de corte, la RDOC mide cuán profundamente la herramienta se engancha con el material perpendicularmente al eje de la herramienta. Esto es crucial en operaciones como el fresado, donde dicta la cobertura lateral de la herramienta de corte sobre la pieza de trabajo.
- Profundidad de Corte Axial (ADOC): También conocida como profundidad de pasada o profundidad de corte, la ADOC mide el enganche de la herramienta a lo largo de su eje, proporcionando una profundidad de corte vertical desde la superficie de la pieza. En el torneado, esta es la profundidad principal que se reduce del diámetro de la pieza.
¿Por qué la Profundidad de Corte es Crítica en Operaciones de Torneado?
Comprender la profundidad de corte es fundamental para garantizar la eficiencia operativa y mantener la integridad tanto de la herramienta como de la pieza de trabajo, especialmente en el torneado. Al ajustar la profundidad de corte, esencialmente se está preparando el escenario para la cantidad de material que la herramienta eliminará de la pieza en una sola pasada. Esta configuración, aparentemente simple, afecta varios aspectos críticos del proceso de torneado:
- Generación de Calor en la Punta de la Herramienta: Un aumento en la profundidad de corte tiende a elevar la temperatura en la punta de la herramienta. Este aumento de calor puede afectar la vida útil de la herramienta y podría requerir ajustes en las prácticas de refrigeración para mitigar el daño térmico tanto en la herramienta como en la pieza. En el torneado, un calor excesivo puede endurecer el material o incluso fundirlo, arruinando la pieza.
- Tasa de Desgaste de la Herramienta: Los cortes más profundos pueden acelerar el desgaste de la herramienta de corte, reduciendo su vida útil y afectando la rentabilidad general de la operación. Una herramienta desgastada en un torno no solo produce piezas de baja calidad, sino que también puede fallar catastróficamente.
- Resistencia del Producto Procesado: La integridad del producto mecanizado puede verse comprometida si la profundidad de corte no se calibra correctamente. Una profundidad excesiva en el torneado puede inducir tensiones que debiliten el material, llevando a deformaciones o incluso roturas.
- Calidad de la Superficie: La calidad de la superficie mecanizada está directamente influenciada por la profundidad de corte; configuraciones incorrectas pueden llevar a defectos en el acabado superficial, lo que podría requerir procesamiento adicional para rectificar. En el torneado, esto se manifiesta como marcas de herramienta, rugosidad o imprecisiones dimensionales.
¿Cómo Influye la Profundidad de Corte en el Proceso de Torneado?
La profundidad de corte es un factor pivotal en el proceso de mecanizado, influyendo en varios indicadores clave de rendimiento, especialmente notorios en el torneado:
- Tasa de Remoción de Material (MRR): Una mayor profundidad de corte permite la remoción de más material en menos tiempo, lo que puede mejorar significativamente la productividad. Sin embargo, esto conlleva mayores demandas de energía y costos operativos si no se gestiona correctamente. En el torneado, una MRR alta es deseable para el desbaste.
- Fuerza de Corte y Vibración: La fuerza de corte ejercida durante el corte aumenta con la profundidad de corte. Las fuerzas de corte elevadas pueden provocar vibraciones, deflexión de la herramienta e incluso la falla catastrófica de la herramienta. Gestionar estas fuerzas es crucial para mantener la estabilidad y precisión del proceso de torneado. Las vibraciones excesivas en un torno pueden dejar marcas no deseadas en la superficie.
- Espesor y Tipo de Viruta: A medida que la profundidad de corte aumenta, también lo hace el espesor de las virutas producidas. Las virutas más gruesas pueden ser más difíciles de manejar y pueden afectar el acabado superficial. Además, el tipo de viruta y la forma en que se expulsa del corte pueden indicar la eficiencia de los parámetros de corte establecidos, incluida la profundidad de corte.
Profundidad de Corte Mínima y Máxima en Torneado
La profundidad de corte mínima en operaciones de mecanizado es típicamente alrededor de 0.1 mm. Esta profundidad mínima se utiliza a menudo durante las operaciones de acabado para garantizar un acabado superficial de alta calidad y un control dimensional preciso. Emplear una profundidad tan superficial puede ayudar a reducir el desgaste de la herramienta y prolongar la vida útil de la herramienta de corte, al tiempo que se logran la estética y las especificaciones deseadas de la pieza.
Por el contrario, la profundidad de corte máxima puede alcanzar hasta 10 mm, dependiendo del proceso de mecanizado y las capacidades de la herramienta. Las profundidades mayores se utilizan generalmente durante las operaciones de desbaste, donde el objetivo principal es eliminar grandes cantidades de material rápidamente. Si bien esto aumenta la tasa de remoción de material, también ejerce una mayor tensión sobre la herramienta y la máquina, lo que puede afectar la vida útil de la herramienta y la estabilidad general del proceso de mecanizado. Para el torneado, los rangos típicos son de 0.5 mm a 3 mm para operaciones generales, pero pueden ser mayores en desbaste pesado.
Cálculo de la Profundidad de Corte en Torneado
Calcular la profundidad de corte en el torneado es esencial para optimizar el proceso, asegurar la calidad de la pieza de trabajo y mantener la longevidad de la herramienta. En el torneado, la profundidad de corte (ap) está directamente relacionada con la reducción del diámetro por pasada.
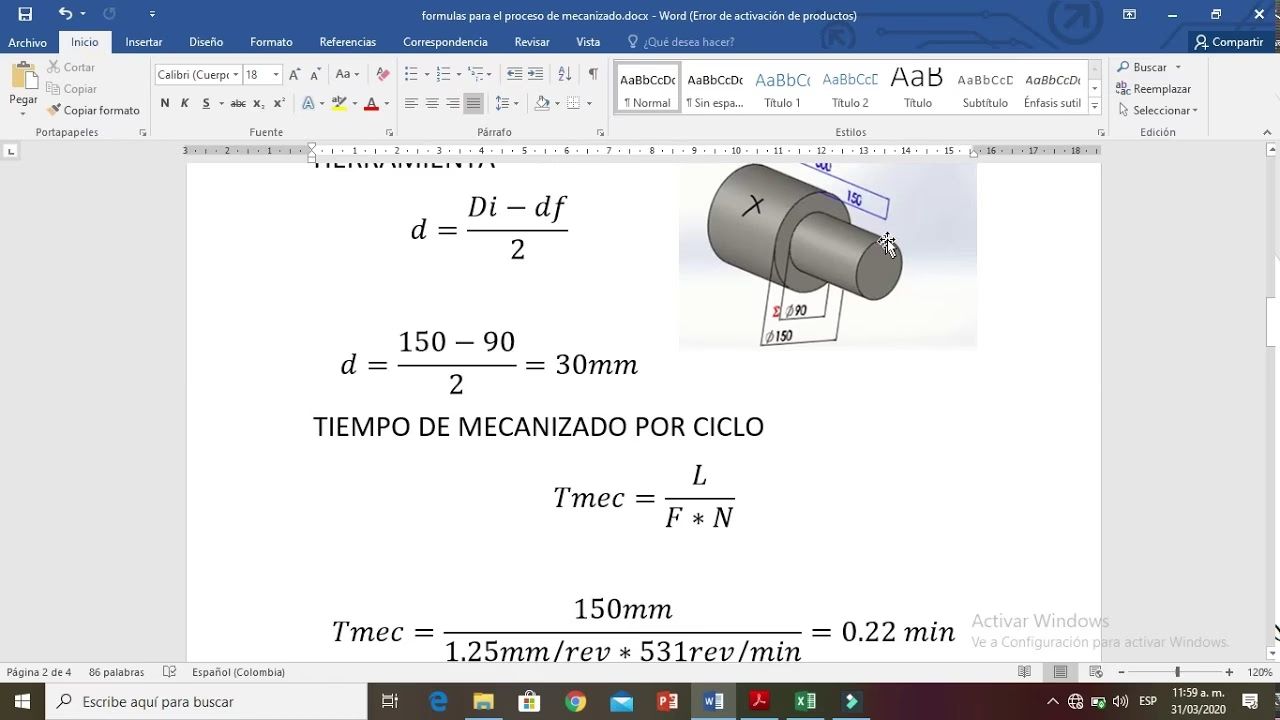
La fórmula para calcular la profundidad de corte en operaciones de mecanizado es sencilla pero esencial para un correcto enganche de la herramienta. La profundidad de corte, denotada como ap, representa la distancia vertical entre la superficie mecanizada y la superficie que espera ser mecanizada. Se calcula mediante la fórmula:
ap = (dw - dm) / 2
donde:
dwes el diámetro de la pieza de trabajo (diámetro original),dmes el diámetro del área mecanizada (diámetro final).
Ejemplo Práctico en Torneado:
Si una pieza cilíndrica tiene un diámetro inicial (dw) de 50 mm y se desea reducir a un diámetro final (dm) de 48 mm en una sola pasada, la profundidad de corte sería:
ap = (50 mm - 48 mm) / 2 = 2 mm / 2 = 1 mm
Esto significa que la herramienta penetrará 1 mm en el radio de la pieza, reduciendo el diámetro total en 2 mm.
Al planificar un trabajo de torneado, comienza definiendo el acabado superficial requerido y las propiedades del material. Utiliza esta información junto con las especificaciones de la máquina y la herramienta para establecer una profundidad de corte inicial. Realiza una pasada de prueba, mide los resultados y ajusta la profundidad de corte en consecuencia. Este proceso iterativo ayuda a afinar los parámetros de mecanizado para equilibrar la eficiencia, la calidad y la vida útil de la herramienta de manera efectiva.
Variación de la Profundidad de Corte en Diferentes Procesos de Mecanizado
La profundidad de corte varía ampliamente entre los diferentes procesos de mecanizado debido a los requisitos y capacidades distintivos de cada método. Comprender estas variaciones puede ayudar a optimizar las operaciones de mecanizado para una mayor precisión y rentabilidad. A continuación, se muestra cómo la profundidad de corte varía en algunos procesos de mecanizado comunes, con un enfoque especial en el torneado:
| Proceso de Mecanizado | Rango Típico de Profundidad de Corte (mm) | Consideraciones Clave |
|---|---|---|
| Torneado | 0.5 mm a 3 mm (general); hasta 10 mm (desbaste pesado) | Depende de la dureza del material y el diámetro de la pieza. La reducción de diámetro es el doble de la profundidad de corte. |
| Fresado Convencional | 0.5 mm a 10 mm | Influenciado por el tipo de fresado (frontal, de ranura, periférico) y la potencia de la máquina. |
| Fresado Periférico | 1 mm a 5 mm | Se utiliza para el acabado de superficies laterales; la profundidad afecta la carga de viruta. |
| Fresado de Ranuras | 0.1 mm a 3 mm | Depende del tamaño de la ranura y la rigidez de la herramienta. |
| Taladrado | Determinado por el tamaño de la broca y la profundidad del agujero | La profundidad se refiere a la penetración total de la broca. |
| Rectificado | 0.01 mm a 0.1 mm | Proceso de alta precisión para acabados finos y tolerancias ajustadas. |
| Brochado | 0.05 mm a 0.5 mm | Para cortar formas irregulares; la profundidad es por diente de la brocha. |
| Aserrado | Varía según el espesor de la hoja y el material | Ajustes para acomodar el espesor completo del material. |
| Cepillado | 0.2 mm a 3 mm | Para crear superficies planas en piezas grandes. |
| Mortajado | 0.2 mm a 5 mm | Similar al cepillado, pero para ranuras internas o formas específicas. |
| Mecanizado por Descarga Eléctrica (EDM) | Muy variable | Depende de los parámetros de pulso y la remoción total de material requerida. |
La Conexión entre la Profundidad de Corte y Otros Factores del Torneado
Comprender la profundidad de corte en el torneado no se trata solo de cuán profundo la herramienta corta el material, sino también de cómo este parámetro interactúa con otros factores críticos. Estas interacciones pueden afectar profundamente la eficiencia, la calidad y el resultado del proceso de torneado.
- Fluido de Refrigeración y Profundidad de Corte: El papel del fluido de refrigeración en el torneado se vuelve particularmente significativo a medida que la profundidad de corte varía. Reducir la profundidad de corte típicamente disminuye la curvatura de las virutas producidas. Este cambio puede llevar a virutas más propensas a rizarse. Cuando se introducen fluidos de refrigeración en tales escenarios, tienden a exacerbar el rizado de las virutas en lugar de mitigar el calor en la punta de la herramienta. Esta reacción no solo reduce la efectividad del fluido de refrigeración, sino que también puede aumentar el desgaste de la herramienta debido al contacto y la fricción intensificados entre la herramienta y las virutas rizadas. En tales casos, emplear un rompevirutas puede resultar beneficioso, ayudando a gestionar la forma de la viruta y mejorando la eficiencia de la disipación del calor.
- Interacción del Ángulo de Ataque (Rake Angle): El ángulo de ataque de una herramienta de corte juega un papel pivotal en la determinación del comportamiento del proceso de corte, especialmente cuando se considera junto con la profundidad de corte y la velocidad de corte. El mecanizado de termoplásticos, por ejemplo, muestra vívidamente esta interacción. Los termoplásticos son materiales con baja conductividad térmica y elasticidad, lo que los hace sensibles a las variaciones de temperatura en la interfaz de corte. A medida que la profundidad de corte aumenta, puede provocar un aumento de la temperatura en la punta de la herramienta, lo que podría hacer que el material se deforme o se derrita, resultando en una mala calidad de acabado y un mayor desgaste de la herramienta. Ajustar el ángulo de ataque en respuesta a los cambios en la profundidad de corte puede ayudar a gestionar estas variaciones de temperatura y mantener la integridad del corte en el torno.
- Velocidad de Corte y su Correlación: La relación entre la profundidad de corte y la velocidad de corte es crucial. Una mayor profundidad de corte generalmente implica que se está eliminando más material por pasada, lo que puede aumentar la eficiencia general del mecanizado al reducir el número de pasadas requeridas. Sin embargo, este aumento de la profundidad también puede provocar mayores fuerzas sobre la herramienta y la pieza de trabajo, lo que requiere un equilibrio cuidadoso con la velocidad de corte para evitar daños. Si la velocidad de corte es demasiado alta para una gran profundidad de corte, puede provocar una acumulación excesiva de calor, un mayor desgaste de la herramienta y una posible rotura de la herramienta. Por el contrario, un aumento bien calibrado de la velocidad de corte, en relación con la profundidad de corte, puede mejorar la tasa de remoción de material sin comprometer la vida útil de la herramienta ni la calidad de la pieza en el torno.
Factores que Influyen en la Profundidad de Corte Óptima en Torneado
Cuando se tornea, la profundidad de corte (DOC) es un parámetro crítico que influye directamente en la eficiencia y el resultado del proceso. Seleccionar la DOC óptima depende de varios factores interconectados, que, cuando se equilibran correctamente, contribuyen a lograr los mejores resultados de mecanizado.
- Dureza del Material: La dureza del material de la pieza de trabajo es primordial para determinar la DOC. Los materiales más duros suelen requerir profundidades más superficiales para reducir el desgaste de la herramienta y evitar daños a la pieza de trabajo.
- Material y Geometría de la Herramienta: La composición y el diseño de la herramienta de corte también dictan cuán profundo se puede cortar. Las herramientas hechas de materiales robustos como el carburo o aquellas con geometrías específicas pueden manejar cortes más profundos. Para el torneado, la forma de la plaquita y el ángulo de desprendimiento son vitales.
- Potencia y Estabilidad de la Máquina: La capacidad de la máquina herramienta juega un papel crítico. Las máquinas con mayor potencia y estabilidad pueden manejar DOCs más grandes, ya que están mejor equipadas para manejar las mayores fuerzas y vibraciones generadas durante el torneado.
- Velocidad de Corte y Avance: Estos parámetros deben ajustarse en relación con la DOC. Tasas de avance y velocidades de corte más altas pueden requerir ajustes en la DOC para mantener la vida útil de la herramienta y el acabado superficial.
- Acabado Superficial Deseado: La calidad del acabado superficial requerido a menudo dicta la DOC. Los acabados más finos pueden requerir cortes más superficiales para minimizar las marcas de herramienta y las irregularidades de la superficie.
- Uso y Tipo de Refrigerante: La efectividad del refrigerante y su método de aplicación pueden influir en la DOC. Una aplicación adecuada del refrigerante puede permitir cortes más profundos al reducir el calor y eliminar las virutas de manera efectiva.
Cómo Configurar la Profundidad de Corte en Torneado
Configurar la profundidad de corte correcta en un torno requiere comprender la interacción entre el entorno de corte, el utillaje y el material de la pieza de trabajo. Aquí hay una lista de verificación sencilla para guiar los ajustes:
- Comienza con las Recomendaciones del Fabricante: Utiliza las directrices del fabricante de la herramienta de corte y de la máquina como punto de partida. Estas recomendaciones están basadas en pruebas y son un excelente inicio.
- Considera las Propiedades del Material: Ajusta la DOC en función de la dureza y la maquinabilidad del material. Los aceros inoxidables o aleaciones de alta resistencia requerirán profundidades menores.
- Monitorea el Desgaste de la Herramienta: Aumenta o disminuye la DOC según la tasa de desgaste observada en la herramienta. Prolongar la vida útil de la herramienta es crucial para mantener la precisión dimensional y evitar reemplazos costosos.
- Realiza Cortes de Prueba: Realiza cortes de prueba para determinar cómo la máquina y la herramienta manejan diferentes configuraciones de DOC, especialmente cuando trabajas con nuevo material o configuraciones de herramientas. Observa las virutas, el sonido y el acabado.
- Ajusta para los Requisitos de Acabado: Si se requiere un acabado de alta calidad, reduce la DOC para minimizar la deflexión de la herramienta y la vibración. Un acabado espejo en torneado requiere pasadas muy finas.
- Verifica la Capacidad de la Máquina: Asegúrate de que la potencia y la rigidez de la máquina sean adecuadas para manejar la DOC deseada sin causar inestabilidad o vibración excesiva. Un torno débil no podrá manejar grandes profundidades de corte.
¿Cómo Optimizan los Ajustes de Profundidad de Corte el Torneado?
Ajustar la profundidad de corte en los procesos de torneado es crucial para mejorar la eficiencia, extender la vida útil de la herramienta y lograr acabados superiores.
- Mejora de la Eficiencia del Torneado a través de la Profundidad de Corte Óptima: Elegir la profundidad de corte adecuada es un delicado equilibrio que puede influir enormemente en la tasa de remoción de material (MRR). Al aumentar estratégicamente la profundidad, puedes maximizar la cantidad de material que se elimina por pasada, reduciendo así el número de pasadas requeridas y acelerando el proceso de producción. Sin embargo, esto debe hacerse dentro de las capacidades de la máquina para evitar una tensión indebida en la herramienta y la máquina.
- Reducción del Desgaste de la Herramienta y Aumento de la Vida Útil: El desgaste de la herramienta es directamente proporcional a la carga y al calor generados durante el proceso de corte. Al ajustar la profundidad de corte a un nivel que la herramienta pueda manejar cómodamente, el desgaste se puede minimizar, extendiendo así la vida útil operativa de la herramienta. Esto no solo ahorra costos en herramientas, sino que también asegura una calidad constante durante toda la vida útil de la herramienta.
- Impacto en el Acabado Superficial y la Precisión Dimensional: La profundidad de corte también afecta el acabado superficial de la pieza torneada. Un corte más profundo puede acelerar el mecanizado, pero puede comprometer el acabado y la precisión dimensional debido al aumento de las vibraciones y la deflexión de la herramienta. Ajustar la profundidad a un nivel moderado asegura que el acabado sea de alta calidad sin comprometer la eficiencia.
Además, para determinar la profundidad de corte más efectiva para cualquier proyecto de torneado, se deben considerar varios factores:
- Requisito de Productividad: Usar una mayor profundidad de corte puede mejorar la tasa de remoción de material, lo que a su vez reduce el tiempo de mecanizado y aumenta la productividad.
- Calidad de Corte Requerida: Para precisión y acabados finos, una profundidad más superficial es preferible para asegurar la exactitud y una alta calidad de superficie. En contraste, los cortes de desbaste pueden utilizar un corte más profundo para reducir el tiempo.
- Operación de Mecanizado: Diferentes operaciones, como el torneado frontal, cilíndrico o el tronzado, pueden tolerar profundidades de corte variables dependiendo del equipo y la tecnología utilizada.
- Resistencia del Material: Los materiales más duros pueden requerir profundidades más superficiales para evitar la rotura de la herramienta debido a fuerzas excesivas.
- Capacidad de la Máquina Herramienta: La fuerza y la estabilidad del torno determinan cuán profundo puede manejar un corte sin vibraciones o daños indebidos.
- Condición de la Herramienta: Las herramientas nuevas o bien mantenidas pueden manejar cortes más profundos en comparación con las herramientas desgastadas que podrían sufrir un mayor desgaste o rotura.
- Efectividad del Refrigerante: El uso de refrigerante a veces puede permitir cortes más profundos al reducir la acumulación de calor en la herramienta y la pieza.
¿Cuáles son los Desafíos Comunes y Soluciones en la Configuración de la Profundidad de Corte en Torneado?
Aquí están los seis desafíos comunes en la profundidad de corte y sus soluciones expertas para optimizar este parámetro en varios escenarios de torneado:
- Propiedades Inconsistentes del Material: Las variaciones en la dureza del material o la presencia de inclusiones pueden causar fluctuaciones en la resistencia al corte, lo que lleva a un desgaste prematuro de la herramienta o daños.
- Solución: Evalúa regularmente la consistencia del material y ajusta la profundidad de corte en consecuencia. Emplear sistemas de control adaptativo también puede ayudar en ajustes en tiempo real basados en la retroalimentación sensorial.
- Deflexión y Rotura de la Herramienta: Una profundidad de corte excesiva puede provocar la deflexión o incluso la rotura de la herramienta, especialmente con herramientas esbeltas o extendidas en el torno.
- Solución: Utiliza la profundidad de corte mínima que logre la tasa de remoción de material deseada y considera modificaciones en la geometría de la herramienta para mejorar la resistencia y la rigidez.
- Acumulación de Calor: Los cortes más profundos aumentan la fricción y el calor, lo que puede afectar la vida útil de la herramienta y las propiedades del material.
- Solución: Introduce sistemas de refrigeración adecuados u optimiza la entrega de fluido de corte para gestionar eficazmente la temperatura durante las operaciones de torneado.
- Calidad del Acabado Superficial: Los cortes más profundos a veces pueden llevar a un acabado superficial deficiente debido al aumento de la vibración y el castañeteo.
- Solución: Equilibra la profundidad de corte con la velocidad de avance y la velocidad del husillo correctas para minimizar las vibraciones. Aislar la máquina o usar amortiguadores también puede mejorar los resultados.
- Alto Consumo de Energía: Mayores profundidades de corte requieren más potencia, lo que puede sobrecargar los sistemas de accionamiento de la máquina.
- Solución: Optimiza los parámetros de corte para equilibrar el consumo de energía con la eficiencia del mecanizado, asegurando que la máquina opere dentro de sus capacidades.
- Dificultad en la Evacuación de Virutas: Los cortes profundos pueden producir virutas más grandes, que pueden ser difíciles de evacuar, lo que lleva a recortes y posibles fallas de la herramienta.
- Solución: Utiliza rompevirutas o modifica la trayectoria de la herramienta para promover una mejor evacuación de virutas en el torneado.
Cómo Manejar Materiales Difíciles de Maquinar en Torneado
Los materiales difíciles de maquinar como el titanio, el Inconel y el acero inoxidable plantean desafíos específicos en el torneado debido a su tenacidad y características de endurecimiento por trabajo. Así es como se pueden abordar estos desafíos de manera efectiva:
- Velocidad Reducida y Avance Aumentado: Reducir la velocidad de corte mientras se aumenta la velocidad de avance puede ayudar a controlar el calor y reducir el endurecimiento por trabajo, lo cual es crítico en materiales como el Inconel.
- Uso de Herramientas de Corte Especializadas: Las herramientas recubiertas con materiales como el carbonitruro de titanio (TiCN) o los recubrimientos tipo diamante pueden proporcionar el filo adicional necesario para cortar materiales difíciles de manera efectiva en el torno.
- Fluidos de Corte Optimizados: Emplear fluidos de corte específicamente formulados para materiales difíciles puede reducir el desgaste de la herramienta y mejorar la calidad del corte al reducir la carga térmica sobre la herramienta.
- Profundidad de Corte Controlada: Implementar una profundidad de corte más superficial pero con múltiples pasadas a veces puede ser más efectivo que un solo corte profundo, particularmente para materiales que se endurecen durante el mecanizado.
¿Cuál es la Diferencia entre Profundidad de Corte y Espesor de Viruta?
La profundidad de corte, denotada como "ap" (axial depth of cut) o "to" (original thickness), mide la distancia vertical que la herramienta de corte penetra en la superficie de la pieza de trabajo. Dicta la cantidad de material que se elimina con cada pasada de la herramienta, influyendo en la eficiencia del mecanizado y el desgaste de la herramienta. En el torneado, es la reducción radial que se aplica.
El espesor de viruta, representado como "tc", se refiere al espesor real de la capa de material que se está cizallando durante el proceso de corte. Debido a la mecánica de cizallamiento y al enganche de la herramienta con el material, el espesor de viruta es generalmente mayor que la profundidad de corte nominal. Esta disparidad está influenciada por el ángulo de cizallamiento (ϕ) y es crítica para comprender la deformación del material y la dinámica de la fuerza de corte.
- Relación de Corte vs. Relación de Compresión de Viruta: La relación de corte (r) proporciona una medida cuantitativa de esta relación, definida como:
r = to / tcEsta relación se relaciona inversamente con la relación de compresión de viruta, que refleja cuánto se deforma el material para formar virutas más gruesas en comparación con la profundidad de corte original.
- Profundidad de Corte vs. Fuerzas de Corte y Potencia: La profundidad de corte impacta directamente en las fuerzas de corte involucradas, que son fundamentales para calcular la potencia requerida para el mecanizado. La potencia (P) necesaria es un producto de la fuerza de corte (Fc) y la velocidad de la herramienta (V), expresada como:
P = Fc × VEsta interacción es crucial ya que afecta tanto la vida útil de la herramienta como el acabado de la superficie mecanizada.
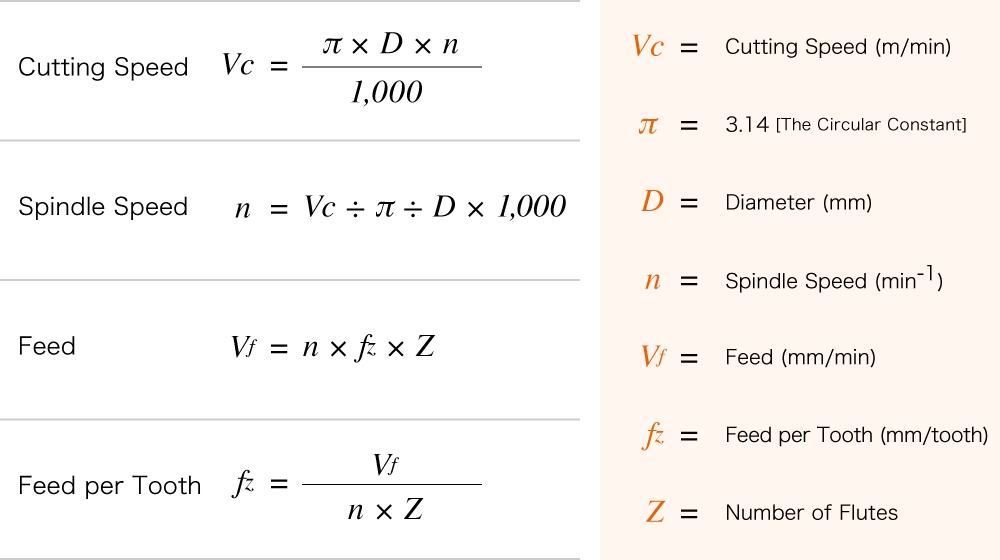
- Velocidad de Viruta vs. Velocidad de Corte: La relación entre la velocidad de viruta (Vc) y la velocidad de corte (V) también está influenciada por la profundidad de corte y el espesor de la viruta. La fórmula que conecta estas variables es:
Vc = (to / tc) × V = r × VComprender estas dinámicas ayuda a establecer los parámetros de mecanizado apropiados para equilibrar la eficiencia, la calidad de la superficie y la longevidad de la herramienta en el torneado.
Preguntas Frecuentes (FAQ)
A continuación, respondemos algunas de las preguntas más comunes sobre la profundidad de corte en el torneado:
¿Qué sucede si la profundidad de corte es demasiado alta?
Una profundidad de corte excesiva puede provocar un aumento de la temperatura, un rápido desgaste o rotura de la herramienta, vibraciones excesivas en la máquina, un acabado superficial deficiente y un mayor consumo de energía. También puede comprometer la integridad estructural de la pieza.
¿Cómo afecta la profundidad de corte a la vida útil de la herramienta?
Directamente. Una mayor profundidad de corte generalmente implica mayores fuerzas de corte y generación de calor, lo que acelera el desgaste de la herramienta y reduce su vida útil. Un equilibrio óptimo permite una remoción eficiente de material sin sacrificar la durabilidad de la herramienta.
¿Es la profundidad de corte lo mismo que el avance?
No. La profundidad de corte (ap) es la cantidad de material removido en la dirección perpendicular a la superficie de la pieza (radial en torneado). El avance (f) es la distancia que avanza la herramienta por cada revolución de la pieza (en torneado) o por cada diente (en fresado). Ambos son parámetros críticos, pero actúan en diferentes direcciones.
¿Por qué es importante el rompevirutas en relación con la profundidad de corte?
Cuando la profundidad de corte es pequeña, las virutas tienden a ser más rizadas y largas, lo que puede dificultar su evacuación y aumentar el calor y el desgaste. Un rompevirutas ayuda a controlar la forma y el tamaño de la viruta, facilitando su eliminación y mejorando la eficiencia del proceso, especialmente en profundidades de corte variables.
¿Puedo usar la misma profundidad de corte para desbaste y acabado?
Generalmente no. Para el desbaste, se utilizan profundidades de corte mayores para remover grandes volúmenes de material rápidamente. Para el acabado, se emplean profundidades de corte mucho más pequeñas para lograr una alta precisión dimensional y una excelente calidad superficial, minimizando las marcas de herramienta y las vibraciones.
Conclusión
Dominar la profundidad de corte correcta trasciende la mera eficiencia en el mecanizado; se trata de lograr un equilibrio delicado entre velocidad, precisión y durabilidad. En el torneado, este parámetro es aún más crítico, ya que impacta directamente en la forma final y la integridad de la pieza cilíndrica. Al optimizar la profundidad de corte, se experimenta una reducción significativa del desgaste de la herramienta y una prolongación de su vida útil. Además, un enfoque meticuloso mejora el acabado superficial y la precisión dimensional de cada componente producido. En definitiva, la elección adecuada de la profundidad de corte no solo garantiza piezas de torneado superiores que cumplen y superan los estándares de la industria, sino que también optimiza los costos y la productividad general de cualquier taller.
Si quieres conocer otros artículos parecidos a La Profundidad de Corte en el Torno: Clave del Éxito puedes visitar la categoría Cálculos.