15/12/2024
El mundo de la fabricación metálica es tan fascinante como preciso. Cada pieza, cada ángulo, cada milímetro cuenta. En particular, el proceso de doblado de chapa metálica es una de las operaciones más comunes y, a la vez, una de las que más desafíos presenta si no se dominan los cálculos subyacentes. Comprender cómo los materiales reaccionan bajo presión y cómo se comportan sus propiedades internas es crucial para transformar una simple lámina plana en una compleja forma tridimensional con la exactitud requerida. Desde la determinación de la longitud desarrollada de una pieza hasta la aplicación de la fuerza correcta, cada paso requiere un conocimiento profundo de principios mecánicos y matemáticos. Este artículo le guiará a través de los conceptos esenciales, desglosando las fórmulas y las consideraciones prácticas que todo profesional o entusiasta debe conocer para dominar el arte y la ciencia del doblado de chapa.
- Comprendiendo los Factores Clave en el Doblado de Chapa: K y Y
- El Arte y la Ciencia del Doblado de Chapa
- Cálculo de la Longitud Desarrollada de la Chapa
- Fuerza Necesaria para el Doblado: El Tonelaje en Prensas
- Consideraciones Avanzadas en el Doblado
- Medición del Calibre de la Chapa
- Preguntas Frecuentes (FAQ) sobre el Doblado de Chapa
- Conclusión
Comprendiendo los Factores Clave en el Doblado de Chapa: K y Y
En el diseño y fabricación de piezas de chapa doblada, dos constantes fundamentales, los factores Y y K, son indispensables. Estas constantes se utilizan en fórmulas para calcular la longitud desarrollada de la chapa plana, que es la longitud exacta de material que se necesita antes de ser doblado para obtener una pieza con un radio y un ángulo específicos. Su importancia radica en que definen la posición de la línea de plegado neutra del material de chapa con respecto a su espesor.
¿Qué es el Factor K?
El factor K es una proporción que relaciona la distancia desde la línea de plegado neutra hasta el radio de plegado interno con el espesor del material. Es una medida crítica porque la línea de plegado neutra es la única parte del material que no experimenta deformación (ni estiramiento ni compresión) durante el proceso de doblado.
La fórmula para calcular el factor K es:
Factor K = δ / T
Donde:
δ(delta): Es la distancia desde el radio interior del plegado hasta la línea de plegado neutra.T: Es el espesor de la chapa.
Los valores numéricos del factor K generalmente se encuentran en un rango entre 0 y 1. Un factor K de 0.5, por ejemplo, indica que la línea neutra está exactamente a la mitad del espesor del material. Sin embargo, es importante destacar que en ciertos escenarios, como los plegados estirados, δ puede ser negativo, lo que resulta en factores K negativos. Esto ocurre cuando la capa neutra se encuentra fuera del espesor de la chapa, lo que es común en materiales más blandos.
¿Qué es el Factor Y?
El factor Y es otra constante relacionada directamente con el factor K y se utiliza en cálculos más avanzados de la longitud desarrollada.
La fórmula para el factor Y es:
Factor Y = Factor K * (π / 2)
El valor por defecto del factor Y suele ser 0.50, aunque, al igual que el factor K, puede variar significativamente según el material y las condiciones de doblado.
La Importancia de la Línea de Plegado Neutra
La línea de plegado neutra es el concepto más fundamental en el cálculo de la longitud desarrollada. Es la fibra imaginaria dentro del material que no se comprime ni se estira durante el doblado, manteniendo su longitud original. La longitud de esta línea neutra es, por definición, igual a la longitud desarrollada de la pieza plana. Su posición no es fija y varía según el tipo de material, el espesor y el radio de doblado. Comprender su ubicación es esencial para obtener cálculos precisos y evitar el desperdicio de material o la producción de piezas incorrectas.
El Arte y la Ciencia del Doblado de Chapa
El doblado de chapa es un proceso de conformación que, aunque parece simple, implica complejos fenómenos físicos. Se trata de obtener una pieza con ángulos o curvas sin someter el material a grandes desplazamientos moleculares en toda su extensión, sino concentrándolos en la zona del doblez.
Doblado vs. Curvado: Clarificando Términos
Es importante diferenciar entre doblado y curvado:
- Doblado: Se refiere a cuando el doblez se realiza con un ángulo vivo o un radio muy pequeño.
- Curvado: Implica un doblez con un radio considerablemente grande.
Ambas operaciones pueden aplicarse no solo a chapas, sino también a alambres y tubos.
Factores Clave que Intervienen en el Doblado
Varios factores influyen directamente en la calidad y precisión de un doblez:
- Elasticidad del Material: La capacidad del material para recuperar su forma original después de la deformación (recuperación elástica o "springback") es crucial. Requiere que los ángulos de doblado iniciales sean ligeramente más agudos de lo deseado.
- Radio de Curvatura: Este factor influye decisivamente en la variación del espesor del material en la zona del doblez y, más críticamente, en la aparición de grietas y posibles roturas. Los doblados sin radio interior (arista viva) deben evitarse siempre que sea posible.
Doblado en Ángulo Vivo vs. Ángulo Redondeado
Cuando se realiza un doblez en arista viva, la chapa sufre un adelgazamiento significativo en la zona del doblez, que puede llegar hasta el 50% de su espesor. Este desplazamiento molecular extremo puede provocar el agrietado del material por la parte exterior. Para mitigar este problema, se prefiere el doblado en ángulo redondeado. Con un radio interior igual o superior al espesor del material (Cn = e), la disminución del espesor no excede el 20%. Si el radio interior es de cinco veces el espesor (Cn = 5e), la reducción es mínima, solo un 5%. Esto demuestra que el desplazamiento molecular es mucho menor en los dobleces redondeados, lo que reduce drásticamente el riesgo de agrietamiento. Es también una buena práctica realizar el doblez perpendicularmente al sentido de laminación del material para aumentar la resistencia y dificultar la formación de grietas.
La Fibra Neutra: El Corazón del Cálculo de Desarrollo
Como se mencionó anteriormente, en el doblado, la chapa se comprime por su parte interior y se estira por la exterior. La fibra neutra (también conocida como línea neutra o zona neutra) es aquella línea dentro del material donde las tensiones son nulas y no existe deformación. Su posición es de vital interés, ya que la longitud de esta línea es la que se utiliza para calcular el desarrollo de la pieza. La línea neutra tiende a desplazarse hacia el interior de la curvatura a medida que la relación entre el radio y el espesor (r/e) disminuye. Solo en chapas muy finas (espesor < 1 mm) puede considerarse que la línea neutra se sitúa en el centro del espesor.
Recuperación Elástica (Springback): Un Desafío en el Doblado
La recuperación elástica, o "springback", es el fenómeno por el cual el material tiende a recuperar su forma original una vez que cesa la acción del punzón. Esta propiedad elástica del material debe ser evaluada y considerada al diseñar los troqueles de doblado. Los troqueles deben producir una deformación inicial ligeramente superior a la deseada para compensar esta recuperación.
Factores que influyen en la recuperación elástica:
- Tipo de Material: Materiales más duros suelen tener mayor recuperación elástica.
- Espesor del Material: A mayor espesor, menor recuperación elástica.
- Radio de Curvatura: A mayor radio, mayor recuperación elástica.
- Ángulo de Doblado: El ángulo final también influye en la magnitud del springback.
El cálculo del radio del punzón para compensar la recuperación elástica es crucial. Una de las metodologías implica usar la relación entre el radio de curvatura deseado (R2) y el espesor del material (S) para obtener un factor X. Este factor se utiliza en tablas o gráficas para hallar un factor K (diferente al factor K de la fibra neutra, lo cual puede generar confusión si no se aclara). Finalmente, el radio del punzón (R1) se calcula con una fórmula que involucra K, R2 y S. De manera similar, se puede ajustar el ángulo del punzón (X1) a partir del ángulo deseado (X2) y el factor K.
Cálculo de la Longitud Desarrollada de la Chapa
Calcular la longitud exacta de la chapa plana necesaria antes del doblado es fundamental para minimizar el desperdicio y asegurar la precisión dimensional. Existen varios métodos para lograrlo.
Métodos de Cálculo de la Fibra Neutra
El desarrollo de una pieza doblada se calcula a partir de la longitud de la fibra neutra. Los métodos incluyen:
- De Forma Aproximada: Se utiliza para chapas finas (espesor ≤ 2 mm), asumiendo que la línea de desarrollo se encuentra en la línea media del espesor. Para espesores mayores, se considera una línea más cercana al interior para compensar la reducción de espesor en el doblez.
- Cálculo Experimental: Consiste en realizar pruebas prácticas de doblado con pequeñas tiras del mismo material y radio deseado. Midiendo la longitud de la pieza plana original (L) y la pieza doblada, se puede determinar la posición exacta de la línea de desarrollo.
- Mediante Tablas: Para un desarrollo más riguroso, se utilizan tablas que consideran el espesor, el radio interior de doblado, las características elásticas del material y el ángulo. Por ejemplo, para doblado a 90º, se pueden usar factores k1 y k2 que dependen del espesor/radio y del alargamiento del material, respectivamente.
Para dobleces múltiples, la longitud total desarrollada L se puede calcular sumando las longitudes de las secciones planas y restando un valor "K" por cada doblez, donde "K" se obtiene también de tablas específicas.
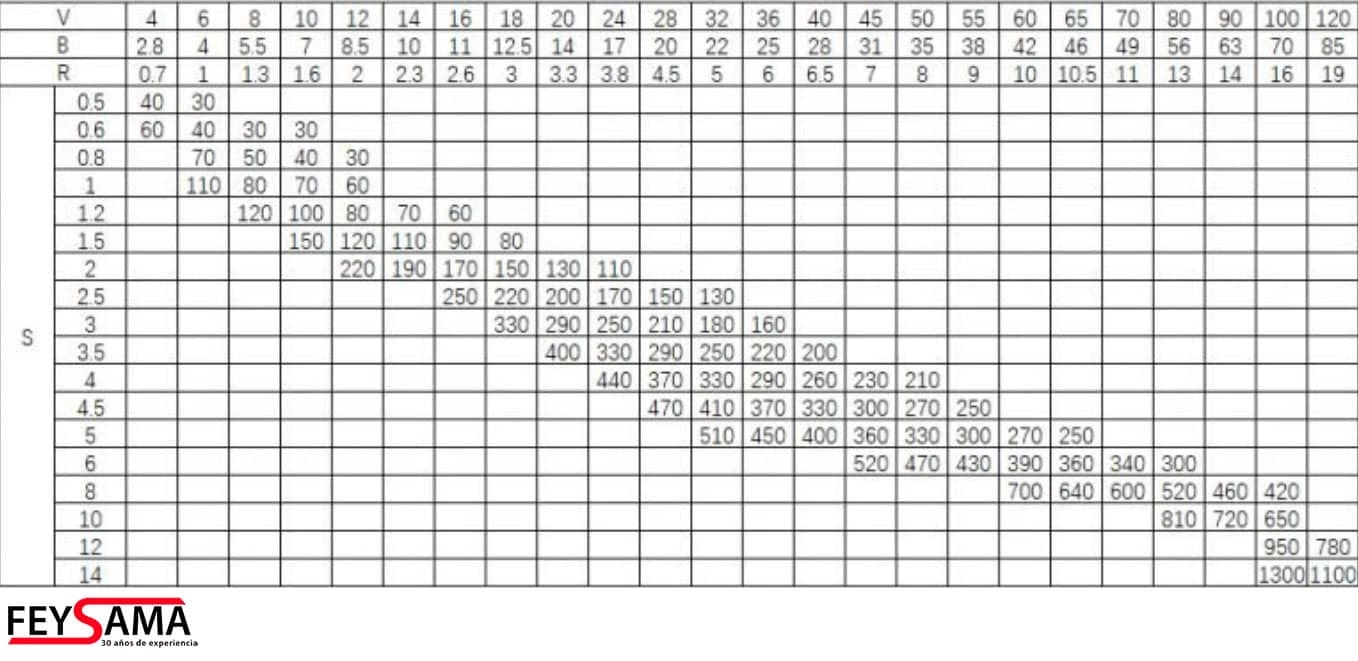
Fuerza Necesaria para el Doblado: El Tonelaje en Prensas
La fuerza de doblado es la magnitud de presión que debe aplicarse para lograr una deformación permanente en la chapa. Esta fuerza debe ser igual o superior a la resistencia que el material opone. Es crucial evitar los cantos vivos en el doblado, ya que un radio mínimo igual o superior al espesor de la chapa ayuda a prevenir el estiramiento excesivo de las fibras y la consiguiente rotura del material.
Factores que Influyen en la Fuerza de Doblado
La fuerza de doblado varía según:
- Forma del Doblado: Doblados en "V", "L" o "U" requieren diferentes fuerzas.
- Material: La resistencia a la tracción (σB) del material es un factor clave.
- Anchura del Doblado (b): Una mayor anchura requiere más fuerza.
- Espesor del Material (s): El espesor es directamente proporcional a la fuerza necesaria.
- Distancia entre Apoyos (l): En doblados tipo "V" o "U", una mayor distancia entre apoyos puede reducir la fuerza necesaria, pero también afectar la precisión.
Fórmulas de Esfuerzo de Doblado
Las fórmulas para calcular la fuerza (F) varían según el tipo de doblado y si se considera lubricación o no. A continuación, se presentan algunas de las fórmulas más comunes para doblado en seco (sin lubricación), donde σf es la tensión de trabajo a la flexión, generalmente 2 veces la resistencia a la tracción (σB).
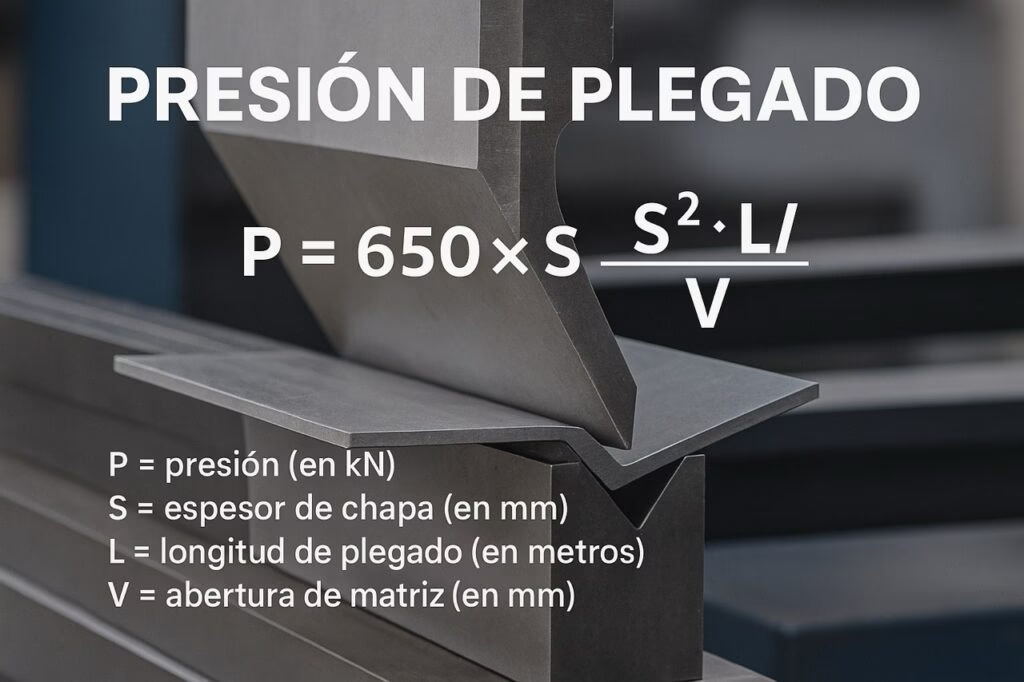
Doblado en "V":
F = (b * s^2 * σf) / l
Donde:
F: Fuerza necesaria para el doblado (Kgf o N).b: Ancho del material a doblar (mm).s: Espesor de la chapa (mm).σf: Tensión de trabajo a la flexión (Kg/mm²), típicamente 2 * σB.l: Distancia entre apoyos (mm).
Doblado en "U":
Similar al doblado en "V", pero con consideraciones adicionales sobre el pisador central y el punzón superior. La fórmula general es parecida, ajustándose a la geometría específica de la matriz.
Doblado en "L":
En este caso, la chapa se apoya en un extractor inferior y es presionada por el punzón superior. La fórmula es análoga a las anteriores, adaptada a la configuración.
Esfuerzo de Doblado con Lubricación:
Cuando se utiliza lubricación, las fuerzas de doblado pueden calcularse con fórmulas que incluyen la resistencia a la rotura al cizallamiento (Kc). Por ejemplo, para doblado en "V" con una abertura específica (h=12e) y bordes redondeados (r=2e):
F = (0.6 * σB * b * e^2) / l o fórmulas que incluyen Kc, como F = (1.3 * Kc * b * e) / (h/2).
La siguiente tabla muestra valores orientativos de Kc (resistencia al cizallamiento):
| Material | Kc (kgf/mm²) |
|---|---|
| Acero dulce | 30 - 45 |
| Acero semiduro | 45 - 60 |
| Acero duro | 60 - 80 |
| Latón | 20 - 35 |
| Aluminio | 10 - 20 |
Para doblado en "U" (al aire, a tope, con sujetachapa, embutido) y doblado en "L", frontal y enrollado, existen fórmulas específicas que incorporan Kc y la geometría particular del proceso.
La Fuerza del Sujetachapas (Blank Holder)
En procesos como el doblado en "L" o "U", es común utilizar un sujetachapas para evitar la deformación indeseada de la chapa. Este dispositivo debe aplicar una fuerza equivalente a aproximadamente el 40% de la fuerza de doblado. Si se utiliza un expulsor (que también puede evitar que la pieza se curve durante el doblado), su fuerza de actuación debe ser al menos el 40% de la fuerza de doblado. La fuerza total que la prensa debe vencer será la suma de la fuerza de doblado y la fuerza de los muelles del expulsor o sujetachapas.
Consideraciones Avanzadas en el Doblado
Más allá de las fórmulas básicas, existen otras consideraciones que garantizan la integridad y precisión de las piezas dobladas.
Radio Mínimo de Doblado: Evitando Grietas
Para prevenir la formación de grietas, es fundamental respetar un radio mínimo (r) en el doblez. Este valor depende del material y su espesor, y se calcula con la fórmula:
r = K * e
Donde:
r: Radio mínimo.K: Factor que depende del material (ej: 0.5 para latón, 1.0 para acero suave, 1.5 para acero duro).e: Espesor de la chapa.
Para dobleces múltiples en un solo golpe de prensa, los radios exteriores deben ser al menos el espesor de la chapa. A pesar de estas precauciones, para garantizar una uniformidad de espesor, el radio mínimo no debe ser inferior al espesor de la chapa doblada.
Dobléces Múltiples y Piezas Agujereadas
Cuando se doblan perfiles complejos con generatrices paralelas, es común realizar los dobleces uno a uno en un orden que permita su correcta ejecución. En el caso de piezas agujereadas, para evitar que los agujeros se ovalen o deformen, la distancia del agujero al doblez (m) debe ser de al menos:
m = r + (e/2) + d
Donde r es el radio de doblado, e el espesor y d el diámetro del agujero. Esto asegura que el agujero esté fuera de la zona de deformación crítica.
El Proceso de Doblado: Un Enfoque Inverso
Establecer un proceso de doblado eficiente implica analizar el orden de las operaciones a la inversa. Es decir, se determina cuál fue el último doblez, luego el penúltimo, y así sucesivamente, hasta obtener la pieza plana inicial. Este enfoque inverso permite identificar posibles interferencias o imposibilidades de doblado y planificar la secuencia correcta de operaciones. Una vez analizado, el proceso se establece siguiendo el orden inverso al del análisis.
Medición del Calibre de la Chapa
Antes de cualquier operación de doblado, es fundamental conocer el calibre o espesor exacto de la chapa. Este dato es crucial para todos los cálculos subsiguientes y para asegurar la compatibilidad con las herramientas y máquinas de doblado.
Importancia del Calibre de la Chapa
El calibre de la chapa es una medida estandarizada de su espesor. Una medición precisa es vital para:
- Determinar la longitud desarrollada correcta.
- Calcular la fuerza de doblado necesaria.
- Seleccionar el radio de doblado adecuado.
- Prevenir errores de fabricación y desperdicio de material.
Método 1: Medición con Cinta Métrica
Este método es sencillo y relativamente preciso para chapas de cierto espesor:
- Establezca el espesor en milímetros (mm): Utilice las marcas de la cinta métrica en milímetros. Evite usar la escala de centímetros si busca la máxima precisión, ya que las divisiones de milímetros son más finas.
- Convierta a pulgadas (opcional): Si necesita el valor en pulgadas para tablas o estándares específicos, multiplique el número en mm por 0.03937.
- Compare con una tabla de calibres: Utilice una tabla de calibres estándar para convertir el espesor medido (en pulgadas o mm) a su calibre correspondiente.
Método 2: Medición con Rueda de Calibre
Una rueda de calibre es una herramienta simple y sin partes móviles, ideal para medir el espesor de chapas y alambres de forma rápida:
- Seleccione la rueda adecuada: Asegúrese de usar la rueda de calibre correcta para el tipo de metal. Las ruedas para metales no ferrosos (cobre, plata, oro) están etiquetadas como "no ferroso", mientras que las para metales ferrosos (acero inoxidable, hierro fundido) son diferentes.
- Encuentre la abertura que encaje: La rueda tiene varias aberturas de diferentes tamaños. Deslice la chapa en cada abertura hasta encontrar una que encaje de manera precisa, sin holgura excesiva ni forzando. Es importante usar las aberturas superiores, no los recortes redondos inferiores.
- Anote el número del calibre: El número marcado junto a la abertura que encaja perfectamente es el calibre de la chapa. Por ejemplo, si encaja en la abertura marcada con "18", se trata de una chapa de calibre 18.
Preguntas Frecuentes (FAQ) sobre el Doblado de Chapa
¿Por qué es tan importante la línea neutra en el doblado?
La línea neutra es fundamental porque es la única parte del material que no se deforma (ni se estira ni se comprime) durante el doblado. Su longitud permanece constante y es la base para calcular la longitud desarrollada de la pieza plana que se necesita antes de doblar, lo que asegura precisión y minimiza el desperdicio de material.
¿Qué es el "springback" y cómo se compensa?
El "springback" o recuperación elástica es la tendencia del material a volver parcialmente a su forma original después de que se retira la fuerza de doblado. Se compensa doblando la pieza a un ángulo o radio ligeramente más agudo de lo deseado, de modo que, al relajarse, alcance la forma final correcta. Esto se logra ajustando el diseño del punzón y la matriz, a menudo basándose en datos experimentales o tablas.
¿Pueden los factores K y Y ser negativos? ¿Qué significa?
Sí, en ciertos casos, como los doblados estirados (cuando el material se estira significativamente en lugar de comprimirse internamente), el factor K puede ser negativo. Esto indica que la línea de plegado neutra se ha desplazado fuera del espesor del material, lo cual es más común en materiales más blandos. Un factor K negativo implica que la capa neutra de hecho se encuentra fuera del espesor de la chapa, lo cual es una condición inusual pero posible.
¿Qué riesgos implica doblar con un radio interior muy pequeño?
Doblar con un radio interior excesivamente pequeño (doblado en ángulo vivo) puede causar un adelgazamiento severo del material en la zona del doblez, a veces hasta el 50% del espesor original. Esto aumenta drásticamente el riesgo de agrietamiento y rotura del material, comprometiendo la integridad estructural de la pieza. Se recomienda siempre un radio mínimo redondeado, idealmente igual o superior al espesor de la chapa.
¿Cómo se determina la fuerza necesaria para doblar una chapa?
La fuerza necesaria para doblar una chapa se calcula utilizando fórmulas que consideran el tipo de doblado (V, U, L), las propiedades del material (resistencia a la tracción, resistencia al cizallamiento), el espesor de la chapa, la anchura del doblez y la distancia entre los puntos de apoyo. Estas fórmulas ayudan a seleccionar la prensa y las herramientas adecuadas para la operación.
Conclusión
El doblado de chapa metálica es mucho más que simplemente darle forma a un pedazo de metal. Es un proceso que requiere una comprensión profunda de la física de los materiales y una aplicación precisa de cálculos. Desde los fundamentales factores K y Y que definen la ubicación de la línea neutra, hasta el meticuloso cálculo de la fuerza de doblado y la consideración de fenómenos como la recuperación elástica, cada detalle influye en el resultado final. Dominar estas variables no solo asegura la fabricación de piezas con la más alta precisión y calidad, sino que también optimiza el uso de materiales, reduce el desperdicio y previene costosos errores. Al aplicar los principios y fórmulas discutidos en este artículo, los profesionales pueden abordar con confianza cualquier desafío de doblado, transformando diseños en realidad con maestría. La precisión es la clave para el éxito en la fabricación de chapa.
Si quieres conocer otros artículos parecidos a Dominando el Doblado de Chapa: Guía Completa de Cálculos Esenciales puedes visitar la categoría Cálculos.