12/02/2025
La fabricación de piezas de chapa metálica es un arte que combina diseño, ingeniería y una profunda comprensión de las propiedades del material. Sin embargo, uno de los desafíos más significativos y a menudo subestimados en este proceso es el cálculo preciso de las dimensiones antes de realizar cualquier plegado. Un error en esta etapa puede resultar en piezas inutilizables, desperdicio de material, retrasos en la producción y costos adicionales. Por ello, entender conceptos clave como el desarrollo de una pieza, la compensación de plegado (Bend Allowance) y el factor K es fundamental para cualquier profesional o entusiasta que trabaje con chapa metálica.
Este artículo desglosará estos conceptos esenciales, proporcionando una guía detallada sobre cómo realizar cálculos precisos y garantizar que cada pieza de chapa metálica se ajuste perfectamente a su diseño final.
- ¿Qué es el Desarrollo de una Pieza de Chapa Metálica?
- La Importancia Crítica de la Precisión en el Cálculo de Chapa
- Entendiendo la Compensación de Plegado (Bend Allowance)
- Cálculo Experimental de la Compensación de Plegado y el Factor K
- Impacto de la Herramienta y la Máquina en el Plegado
- Tabla Comparativa: Impacto del Factor K en la Longitud Plana
- Preguntas Frecuentes sobre el Cálculo de Chapa Metálica
- Conclusión
¿Qué es el Desarrollo de una Pieza de Chapa Metálica?
El concepto de 'desarrollo' en el contexto de la chapa metálica se refiere a la forma plana que debe tener una pieza antes de ser sometida a cualquier proceso de plegado o conformación. Imagina que tomas una caja de cartón, la abres y la extiendes completamente sobre una superficie; esa forma plana y desplegada es su desarrollo. En la fabricación de chapa, este desarrollo es la plantilla fundamental a partir de la cual se cortará el material inicial.
La principal utilidad de un desarrollo es generar dibujos técnicos precisos para la fabricación. Este plano no solo muestra la silueta exterior de la pieza desplegada, sino que también incluye información crítica como las líneas de plegado, las zonas de plegado (áreas que se deformarán durante el proceso), y las posiciones exactas de cualquier punzonado o corte que deba realizarse antes del plegado. Es, en esencia, la forma de la pieza con todos sus pliegues aplanados y con los factores de plegado asumidos ya incorporados en sus dimensiones.
En entornos de diseño asistido por computadora (CAD), comandos específicos, como el que se describe como 'Crear desarrollo', permiten a los ingenieros y diseñadores generar automáticamente esta forma plana a partir de un modelo 3D plegado. Una vez creado el desarrollo, herramientas de anotación pueden incluso indicar el orden en que deben realizarse los pliegues, lo cual es invaluable para el operario de la máquina plegadora. La precisión de este desarrollo es directamente proporcional a la precisión de la pieza final; un desarrollo incorrecto conducirá inevitablemente a una pieza que no cumpla con las especificaciones dimensionales, lo que resalta la importancia de una comprensión profunda de cómo se calcula.
La Importancia Crítica de la Precisión en el Cálculo de Chapa
La chapa metálica es un material versátil y ampliamente utilizado en industrias que van desde la automotriz y aeroespacial hasta la construcción y la electrónica de consumo. Sin embargo, su procesamiento implica una deformación plástica controlada, donde el material se estira y comprime en diferentes áreas durante el plegado. Si estos cambios no se calculan y compensan con exactitud en el desarrollo plano, el resultado puede ser desastroso.
Un cálculo impreciso puede llevar a:
- Desperdicio de Material: Piezas que no encajan o no cumplen con las tolerancias dimensionales deben ser desechadas, lo que implica una pérdida directa de materia prima y un impacto ambiental negativo.
- Retrabajo y Reajustes: Corregir piezas mal plegadas consume tiempo y recursos, afectando los plazos de entrega y la eficiencia general de la producción.
- Problemas de Montaje: Si las piezas individuales no están fabricadas con la precisión requerida, el montaje final puede volverse extremadamente difícil, o incluso imposible, resultando en productos defectuosos.
- Costos Elevados: Todos los puntos anteriores se traducen en un aumento significativo de los costos de producción, reduciendo la rentabilidad y la competitividad de la empresa.
Por lo tanto, la precisión en los cálculos no es solo una buena práctica; es una necesidad absoluta para el éxito en la fabricación de chapa metálica.
Entendiendo la Compensación de Plegado (Bend Allowance)
La compensación de plegado (BA, por sus siglas en inglés) es la longitud del material a lo largo de la línea neutra que se añade al desarrollo plano para compensar el estiramiento y la compresión del material durante el proceso de plegado. Cuando una chapa se dobla, la parte exterior del pliegue se estira, mientras que la parte interior se comprime. En algún punto dentro del espesor del material, hay una fibra que no se estira ni se comprime; esta es la línea neutra. La BA es la longitud de esta línea neutra dentro de la zona de plegado.
La fórmula general para la compensación de plegado es compleja y considera varios factores, incluyendo el ángulo de plegado, el radio interior del pliegue, el espesor del material y, crucialmente, el factor K. Aunque existen fórmulas teóricas, la variabilidad de los materiales y las condiciones de plegado hacen que un enfoque experimental sea a menudo el más preciso para determinar la BA, y por ende, el factor K.
El Crucial Factor K en el Plegado
El factor K es una relación que describe la posición de la línea neutra dentro del espesor de la chapa durante el plegado. Se define como la relación entre la distancia desde la superficie interior del pliegue hasta la línea neutra, dividida por el espesor total del material. Es un valor adimensional, generalmente entre 0.3 y 0.5. Un factor K de 0.5 significaría que la línea neutra está exactamente en el centro del espesor del material, lo que rara vez ocurre en la práctica debido a la compresión y el estiramiento desiguales.
El valor del factor K no es constante para un material dado; puede variar significativamente según:
- El tipo y templado del material (acero dulce, acero inoxidable, aluminio).
- El radio de plegado interior.
- El ángulo de plegado.
- La herramienta y la máquina de plegado utilizadas.
- La dirección de la veta del material.
Debido a esta variabilidad, el cálculo preciso de la compensación de plegado a menudo requiere determinar el factor K para cada configuración de material y herramienta. La información proporcionada sugiere un método experimental para lograr esto, el cual se describe a continuación.
Cálculo Experimental de la Compensación de Plegado y el Factor K
Dado que en la fórmula de la compensación de plegado (que implica el factor K), todos los demás valores suelen ser conocidos o medibles, la clave para una precisión máxima reside en determinar el valor del factor K. Para ello, se sugiere un método experimental que permite calcular la compensación de plegado y, a partir de ella, inferir el factor K. Este método es el más confiable porque replica las condiciones reales de producción.
Pasos para el Cálculo Experimental:
Paso 1: Preparar la Muestra
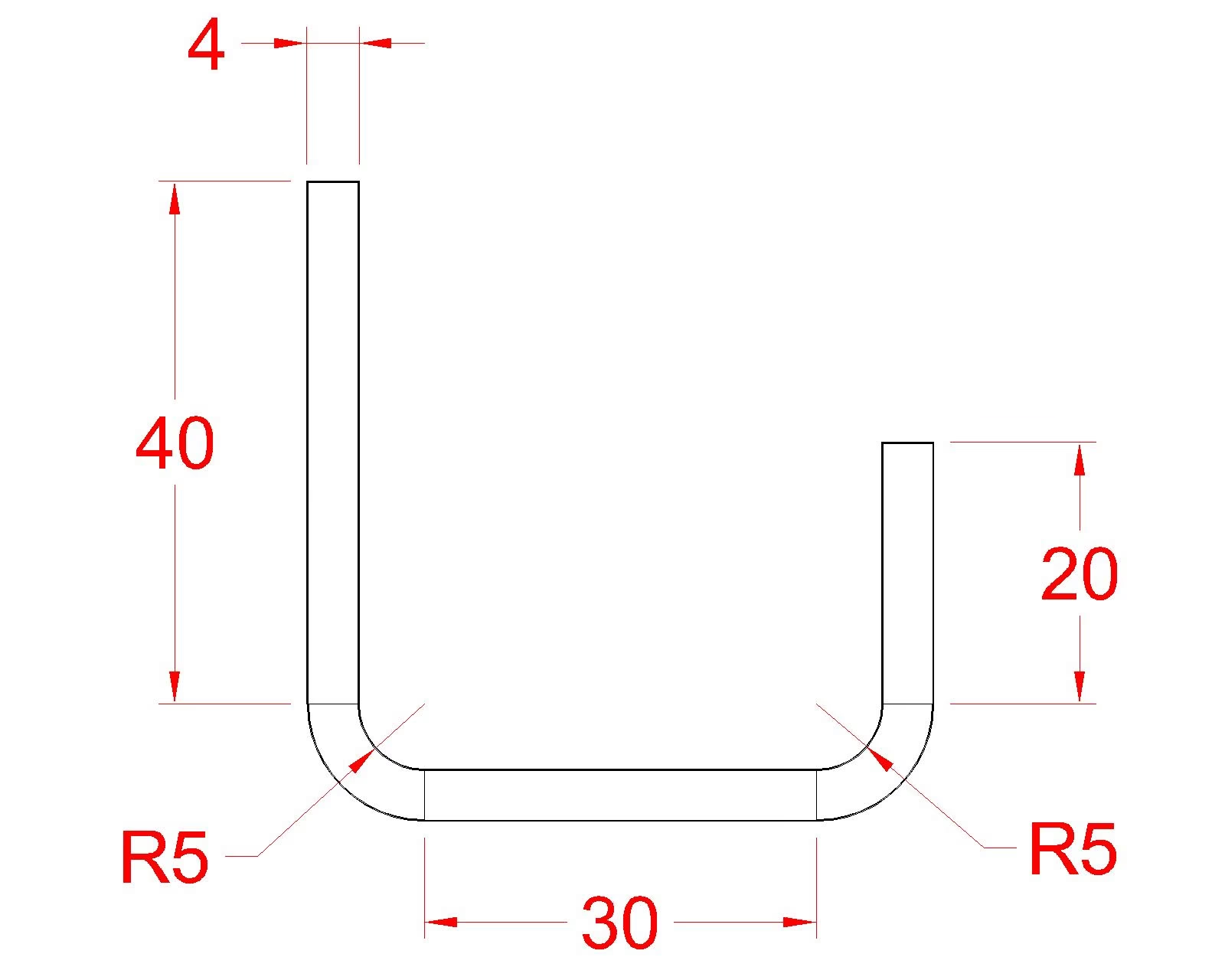
Corte una muestra de chapa del mismo material y espesor que se utilizará en la producción. Mida su longitud plana total y el espesor de la chapa en milímetros con la mayor precisión posible. El ancho de la tira de muestra no es un factor crítico para este cálculo, pero un ancho razonable facilita la manipulación y el plegado.Paso 2: Plegar la Pieza Metálica
Plegue la muestra de chapa a 90 grados. Es crucial que este plegado se realice exactamente de la misma manera que se planea para la producción. Esto significa utilizar la misma máquina plegadora, la misma matriz (die) y el mismo punzón (punch). La razón de esta estricta consistencia es que diferentes máquinas y herramientas de plegado producirán diferentes valores de factor K debido a variaciones en la fuerza aplicada, la forma de la herramienta y la manera en que el material se deforma.Una vez plegada la muestra a 90 grados, mida las longitudes 'A' y 'B'. Estas son las longitudes de los tramos rectos de la pieza después del plegado, desde el borde hasta el inicio del radio de plegado. Es importante medir estas longitudes con precisión, ya que son fundamentales para los cálculos posteriores.
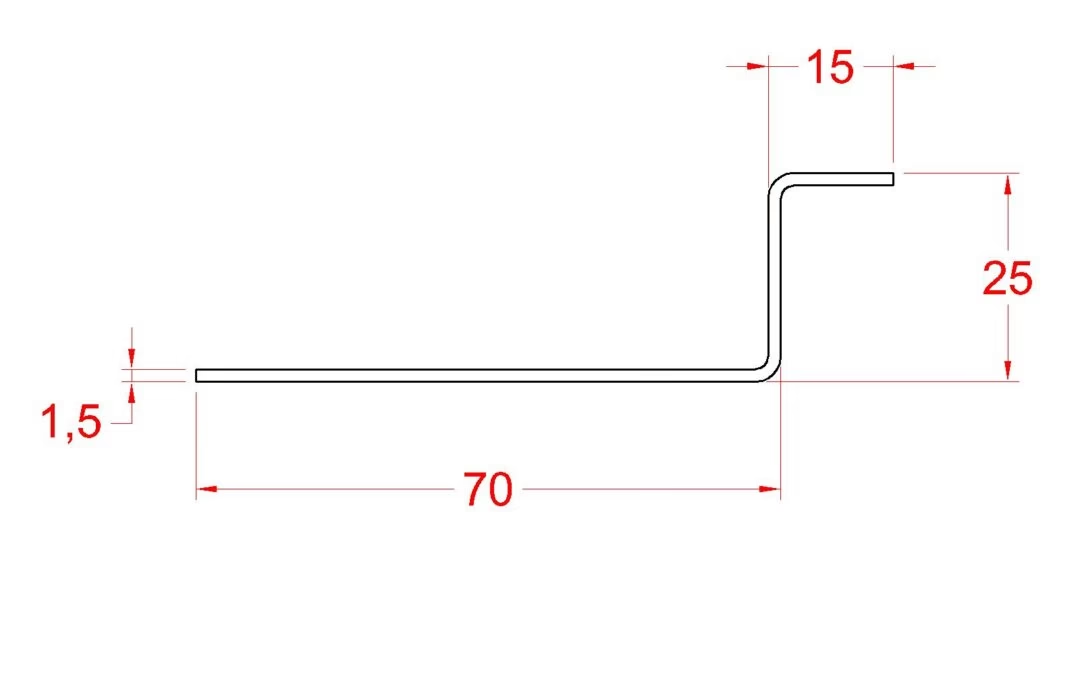
Volantes de chapa metálica El factor de curvatura es igual a 0,4 veces el espesor de la chapa . Por ejemplo: si el material es una placa de hierro de 1 mm, la curvatura es un borde muerto y las dimensiones de curvatura son 100 y 10, respectivamente, el método de cálculo y expansión es: 100 + 10 - 0,4 = 109,6 mm. Paso 3: Determinar el Radio Interior de Plegado
El valor del radio interior de plegado (Ri) depende directamente de la herramienta de plegado y la matriz utilizadas. Generalmente, se considera que el radio interior es igual al espesor de la chapa (t) para muchos procesos de plegado estándar, es decir, Ri = t. Sin embargo, es vital verificar si este es el caso para su configuración específica. Algunos utillajes pueden inducir un radio diferente. Asegúrese de medir o conocer el radio interior real que se forma con sus herramientas.
Una vez que se tienen estos valores (longitud plana total inicial, longitudes A y B después del plegado, espesor del material y radio interior de plegado), se puede usar la siguiente relación para calcular la compensación de plegado (BA):
BA = Longitud Plana Total - A - B + (2 * Ri)
Esta fórmula se basa en la idea de que la longitud total plana es la suma de las longitudes de los tramos rectos más la longitud del material que se deforma en el pliegue (BA). Una vez que se tiene la BA, se puede trabajar hacia atrás para encontrar el factor K si es necesario para fórmulas teóricas futuras.
Impacto de la Herramienta y la Máquina en el Plegado
Como se mencionó, la selección de la maquinaria y el utillaje tiene un impacto directo y significativo en el comportamiento del material durante el plegado. Las plegadoras de prensa, por ejemplo, varían en su capacidad de tonelaje, su sistema de control (CNC o manual) y la precisión de su posicionamiento. De manera similar, los punzones y las matrices vienen en una multitud de formas y tamaños, cada uno diseñado para producir un radio de plegado específico o para trabajar con diferentes espesores de material.
Un punzón con un radio de punta más pequeño tenderá a producir un radio interior de plegado más pequeño, mientras que una matriz con una abertura en V más ancha puede resultar en un radio más grande y un ángulo más abierto. Estas variaciones en el radio de plegado afectan directamente la ubicación de la línea neutra y, por lo tanto, el factor K. Por esta razón, la consistencia entre el prototipado y la producción es la clave para la precisión. Si se utilizan diferentes máquinas o herramientas en las distintas etapas, los valores calculados experimentalmente pueden no ser válidos, llevando a errores en la producción masiva.
Tabla Comparativa: Impacto del Factor K en la Longitud Plana
Para ilustrar la importancia del factor K, consideremos un ejemplo teórico. Supongamos que necesitamos una pieza con dos tramos de 50 mm cada uno, plegados a 90 grados. El espesor del material es de 2 mm y el radio interior de plegado es de 2 mm (Ri = t). La longitud total de los tramos rectos (A + B) sería 100 mm. La diferencia en la longitud plana total dependerá de la compensación de plegado, que a su vez depende del factor K.
La fórmula simplificada de BA para un pliegue de 90 grados es a menudo: BA = (π/2) * (Ri + K*t)
| Factor K | Compensación de Plegado (BA) para 90° (mm) | Longitud Plana Total (mm) | Diferencia (%) |
|---|---|---|---|
| 0.33 (Típico para acero dulce) | (π/2) * (2 + 0.33*2) = 4.71 * (2 + 0.66) = 12.55 | 100 + 12.55 = 112.55 | 0% (Base) |
| 0.40 (Para radios mayores) | (π/2) * (2 + 0.40*2) = 4.71 * (2 + 0.80) = 13.29 | 100 + 13.29 = 113.29 | +0.65% |
| 0.50 (Teórico, centro del material) | (π/2) * (2 + 0.50*2) = 4.71 * (2 + 1.00) = 14.13 | 100 + 14.13 = 114.13 | +1.40% |
Como se observa en la tabla, incluso una pequeña variación en el factor K puede resultar en una diferencia notable en la longitud plana total requerida. Para una pieza pequeña, 1 mm puede parecer insignificante, pero en producciones en masa o en piezas con múltiples pliegues, estas pequeñas desviaciones se acumulan, llevando a errores significativos en la pieza final.
Preguntas Frecuentes sobre el Cálculo de Chapa Metálica
¿Por qué mi pieza de chapa no encaja después de plegarla?
La razón más común es un cálculo incorrecto de la compensación de plegado (BA) o del desarrollo plano. Esto puede deberse a un factor K asumido incorrectamente, un radio de plegado real diferente al esperado, o imprecisiones en las mediciones iniciales. También influyen las propiedades del material y la calibración de la máquina.
¿El factor K es siempre el mismo para un material específico?
No. Aunque hay rangos típicos para diferentes materiales, el factor K varía con el espesor, el radio de plegado, el ángulo de plegado y, muy importante, la herramienta y la máquina utilizadas. Por eso, el método experimental es a menudo el más fiable.
¿Puedo usar valores estándar de factor K de tablas?
Sí, se pueden usar como punto de partida o para estimaciones rápidas. Sin embargo, para la producción de precisión, siempre es recomendable verificar el factor K experimentalmente con su material, máquina y utillaje específicos. Las tablas proporcionan una aproximación, pero las condiciones reales de plegado pueden diferir.
¿Qué es la línea neutra en el plegado de chapa?
Es la capa o fibra dentro del espesor del material que no experimenta estiramiento ni compresión durante el proceso de plegado. Su posición es crucial porque es la longitud de esta línea (la compensación de plegado) la que se mantiene constante y se usa para determinar la longitud del desarrollo plano.
¿Cuál es la diferencia entre compensación de plegado y deducción de plegado?
Aunque a menudo se confunden, son conceptos relacionados pero distintos. La compensación de plegado (BA) es la longitud de la línea neutra dentro del pliegue. La deducción de plegado (BD) es la cantidad que se resta de la suma de las longitudes de las patas exteriores para obtener la longitud total del desarrollo plano. Se calcula como BD = (2 * OSL) - BA, donde OSL es la longitud de la pata exterior (desde el vértice virtual hasta el borde del material).
Conclusión
El dominio del cálculo en chapa metálica, especialmente en lo que respecta al desarrollo de las piezas y la compensación de plegado, es una habilidad indispensable en la fabricación moderna. La precisión en estos cálculos no solo ahorra tiempo y dinero al evitar el desperdicio de material y el retrabajo, sino que también garantiza la calidad y la funcionalidad de los productos finales.
Si bien existen fórmulas teóricas, la variabilidad en las propiedades del material, la maquinaria y las herramientas de plegado hace que un enfoque experimental para determinar el factor K sea a menudo el camino más seguro hacia la precisión. Al invertir tiempo en comprender y aplicar estos principios, los fabricantes pueden optimizar sus procesos, reducir errores y producir componentes de chapa metálica con la confianza de que cada pieza se ajustará perfectamente a su propósito.
Si quieres conocer otros artículos parecidos a Dominando el Cálculo en Chapa Metálica: Desarrollo y Plegado puedes visitar la categoría Cálculos.