31/08/2024
En el fascinante mundo de la ingeniería y la manufactura, la creación de piezas metálicas a través de la fundición es un arte y una ciencia que se ha perfeccionado a lo largo de milenios. Sin embargo, este proceso, tan vital para innumerables industrias, presenta un desafío intrínseco: la contracción del metal durante su solidificación. Este fenómeno natural puede conducir a defectos críticos en las piezas fundidas, comprometiendo su integridad estructural y dimensional. Para combatir esta problemática, los ingenieros han desarrollado ingeniosas soluciones, entre las que destacan las mazarotas (o alimentadores), reservorios de metal líquido diseñados para compensar la merma. Dentro de las metodologías para el diseño preciso de estas mazarotas, el Método de Caine emerge como una herramienta fundamental, ofreciendo un enfoque basado en principios termodinámicos que ha demostrado su eficacia en la producción de fundiciones de alta calidad.
- La Contracción del Metal: Un Desafío Fundamental en la Fundición
- El Rol Crucial de las Mazarotas (Risers) en la Fundición
- Métodos para el Diseño de Mazarotas: Un Vistazo General
- Profundizando en el Método de Caine
- Comparación con Otros Métodos de Diseño de Mazarotas
- Aplicaciones Prácticas y Consideraciones Clave
- Preguntas Frecuentes (FAQs) sobre el Método de Caine y Mazarotas
- Conclusión
La Contracción del Metal: Un Desafío Fundamental en la Fundición
La contracción es una propiedad inherente a casi todos los materiales, especialmente los metales, y se manifiesta de diversas formas durante el proceso de fundición. Cuando un metal se calienta hasta su estado líquido, sus moléculas se agitan y se separan, ocupando un mayor volumen (dilatación). Sin embargo, al enfriarse y pasar del estado líquido al sólido, el proceso se invierte: las moléculas se ralentizan, se acercan y el material ocupa un volumen menor. Este cambio volumétrico, conocido como contracción térmica, es particularmente crítico en la fundición.
Existen tres etapas principales de contracción en la fundición de metales:
- Contracción Líquida: Ocurre mientras el metal fundido se enfría desde la temperatura de vertido hasta su temperatura de solidificación. El metal aún está líquido, pero su volumen disminuye.
- Contracción de Solidificación: Es la etapa más importante y la que las mazarotas buscan compensar. Sucede cuando el metal cambia de estado líquido a sólido. La mayoría de los metales experimentan una reducción significativa de volumen durante esta transición de fase. Si esta contracción no se compensa, se formarán vacíos o porosidades internas, conocidos como rechupe, que debilitan la pieza.
- Contracción Sólida: Una vez que el metal se ha solidificado por completo, continúa enfriándose hasta la temperatura ambiente. Durante esta fase, el metal sólido se contrae térmicamente, lo que puede causar deformaciones o tensiones residuales si no se gestiona adecuadamente.
La contracción de solidificación es la causa principal de los defectos de rechupe. Sin una fuente adicional de metal líquido para llenar estos vacíos a medida que se forman, la pieza final presentará cavidades internas o externas que comprometen su resistencia mecánica, su acabado superficial y su funcionalidad general. Por ello, comprender y gestionar la contracción es esencial para producir fundiciones sanas y dimensionalmente precisas.
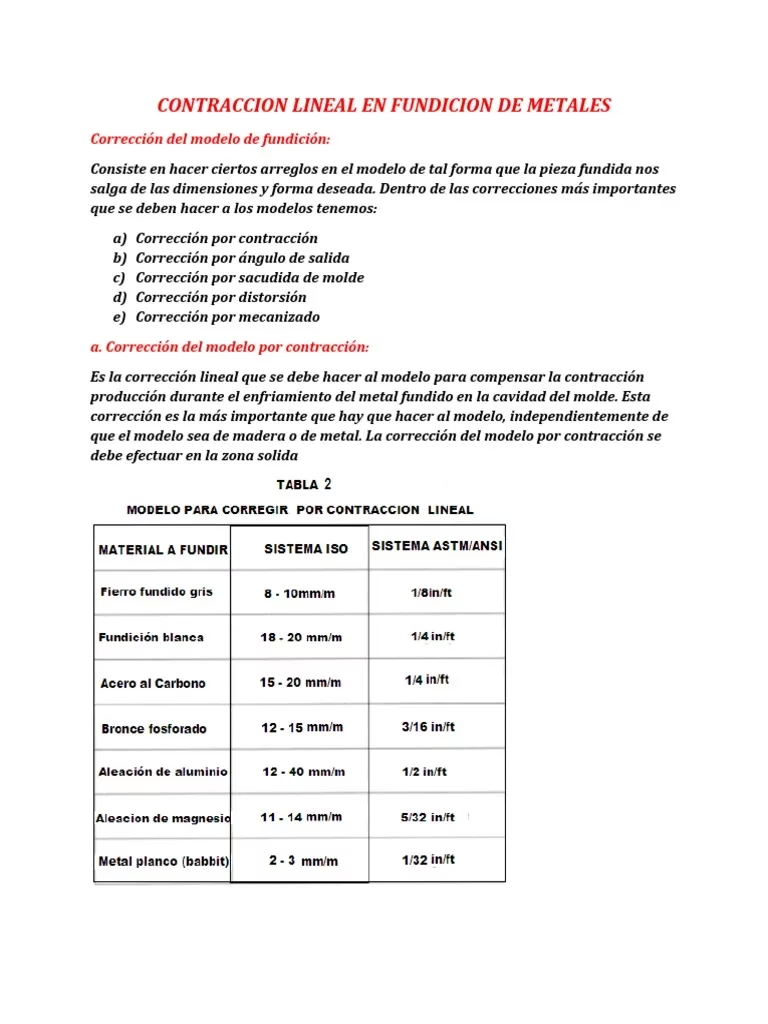
Los ingenieros utilizan coeficientes de contracción lineal para predecir y compensar estos cambios. Aquí una tabla simplificada de coeficientes de contracción para algunos materiales comunes en la fundición:
| Material | Coeficiente de Contracción Lineal (%) |
|---|---|
| Acero | 1.8 |
| Acero Moldeado | 1.6 a 2.0 |
| Aluminio | 1.8 |
| Al-Si (Fundición) | 0.5 a 1.2 |
| Cobre | 1.4 |
| Hierro (Fundición) | 1.1 a 1.5 |
| Latón | 1.5 a 1.8 |
| Plomo | 1.1 |
| Zinc | 1.6 |
Estos porcentajes son fundamentales para determinar el tamaño original del molde y asegurar que la pieza final tenga las dimensiones deseadas.
El Rol Crucial de las Mazarotas (Risers) en la Fundición
Para contrarrestar la contracción de solidificación, se emplean las mazarotas, también conocidas como alimentadores o bebederos ciegos. Son depósitos de metal fundido conectados a la pieza de fundición principal. Su función es actuar como una reserva, suministrando metal líquido adicional a la pieza a medida que esta se solidifica y se contrae. La clave de su eficacia radica en su diseño: deben permanecer en estado líquido más tiempo que la pieza a la que alimentan, asegurando que siempre haya metal disponible para rellenar los vacíos generados por la contracción.
El diseño de una mazarota eficaz implica considerar varios factores:
- Volumen: Debe ser suficiente para compensar la contracción total de la pieza.
- Forma: Influye en la relación superficie-volumen, que a su vez determina la velocidad de enfriamiento.
- Ubicación: Debe estar colocada estratégicamente para alimentar las secciones de la pieza que solidifican últimas o que tienen mayores volúmenes.
- Tipo de Conexión: La forma en que la mazarota se une a la pieza afecta el flujo de metal y la eficacia del alimento.
Un diseño inadecuado de la mazarota puede llevar a que la pieza sufra de rechupe, a pesar de la presencia de la mazarota, o a un desperdicio excesivo de metal si la mazarota es sobredimensionada. Por lo tanto, el diseño preciso es un pilar de la fundición de calidad.
Métodos para el Diseño de Mazarotas: Un Vistazo General
A lo largo de los años, se han desarrollado diversas metodologías para calcular el tamaño y la ubicación óptimos de las mazarotas. Cada método tiene sus propias bases teóricas y aplicaciones prácticas:
- Método de Caine (Relación de Solidificación): Este método se basa en la relación entre el tiempo de solidificación de la mazarota y el de la pieza fundida, utilizando el concepto de la relación superficie-volumen. Es uno de los enfoques más fundamentales y ampliamente enseñados.
- Método del Módulo (Modulus Method): Propuesto por Chvorinov, este método se centra en el "módulo" de la pieza y la mazarota, definido como la relación entre el volumen y el área superficial. La regla general es que la mazarota debe tener un módulo mayor que la pieza para solidificarse más lentamente.
- Método del Factor de Forma (Shape Factor Method): Este enfoque utiliza gráficos y tablas para relacionar el factor de forma de la pieza (una medida de su complejidad geométrica), la relación de solidificación y el volumen requerido de la mazarota. Es útil para piezas con geometrías más complejas.
Aunque cada método tiene sus ventajas, el Método de Caine es particularmente valorado por su base en la física del enfriamiento y solidificación, ofreciendo una comprensión clara de por qué una mazarota funciona.
Profundizando en el Método de Caine
El Método de Caine, desarrollado por J.B. Caine en la década de 1940, es un enfoque empírico y semi-teórico para el diseño de mazarotas que se basa en la ley de Chvorinov. Esta ley establece que el tiempo de solidificación de una fundición es directamente proporcional al cuadrado de su relación volumen a área superficial (V/A).
La premisa central del Método de Caine es que la mazarota debe solidificarse después de la pieza a la que alimenta. Para asegurar esto, Caine introdujo el concepto de la relación de solidificación (o relación de congelación), que se define como la relación entre el módulo de la mazarota y el módulo de la pieza:
\[ F = \frac{(V_r / A_r)}{(V_c / A_c)} \]
Donde:
- \(F\) es la relación de solidificación.
- \(V_r\) es el volumen de la mazarota.
- \(A_r\) es el área superficial de la mazarota que disipa calor (generalmente excluyendo la interfaz con la pieza).
- \(V_c\) es el volumen de la pieza (o de la sección a alimentar).
- \(A_c\) es el área superficial de la pieza (o de la sección a alimentar).
Para que la mazarota sea efectiva, la relación de solidificación \(F\) debe ser mayor que 1. Típicamente, un valor de \(F\) entre 1.1 y 1.2 se considera adecuado para asegurar una alimentación efectiva. Un valor menor podría resultar en rechupe, mientras que uno excesivamente alto podría significar una mazarota sobredimensionada y un desperdicio de material.
El método de Caine se representa gráficamente mediante una curva que relaciona la relación de solidificación \(F\) con el porcentaje de volumen de rechupe. Esta curva permite determinar el tamaño mínimo de mazarota necesario para prevenir el rechupe en una fundición particular. Los ingenieros utilizan esta curva para seleccionar las dimensiones de la mazarota que aseguren que la pieza solidifique completamente y sin defectos, mientras que la mazarota se mantiene líquida para compensar la contracción.
Ventajas y Limitaciones del Método de Caine
Ventajas:
- Conceptualmente Sencillo: Se basa en una comprensión clara de la transferencia de calor y la solidificación.
- Ampliamente Aplicable: Puede utilizarse para una amplia variedad de metales y geometrías de fundición, aunque con ajustes empíricos.
- Base para Otros Métodos: Sirve como fundamento para métodos más complejos y simulaciones.
- Reduce Defectos: Cuando se aplica correctamente, es muy efectivo para eliminar el rechupe.
Limitaciones:
- Asunciones Simplificadas: Asume una solidificación uniforme y no siempre considera la complejidad de las geometrías reales o el efecto de los moldes.
- Necesidad de Datos Empíricos: La curva de Caine a menudo se ajusta con datos experimentales para materiales específicos.
- No Considera Ubicación Óptima: El método calcula el tamaño, pero la ubicación sigue siendo un desafío que requiere experiencia del diseñador.
- No Apto para Todas las Geometrías: Puede ser menos preciso para piezas con secciones muy delgadas o extremadamente gruesas que solidifican de manera no uniforme.
A pesar de estas limitaciones, el Método de Caine sigue siendo una herramienta valiosa en la caja de herramientas de cualquier ingeniero de fundición, especialmente para diseños iniciales y estimaciones.
Comparación con Otros Métodos de Diseño de Mazarotas
Para contextualizar mejor el Método de Caine, es útil compararlo con las otras metodologías principales:
| Método | Principio Fundamental | Ventajas | Limitaciones | Aplicación Típica |
|---|---|---|---|---|
| Caine | Relación de Solidificación (V/A de mazarota vs. V/A de pieza) | Base teórica sólida, efectivo para rechupe. | Requiere curvas empíricas, no considera ubicación. | Diseño inicial, estimación de tamaño de mazarota. |
| Módulo | Módulo de la mazarota > Módulo de la pieza | Sencillo de aplicar, buena primera aproximación. | Simplifica la geometría, menos preciso para formas complejas. | Piezas de geometría simple a moderada. |
| Factor de Forma | Uso de gráficos basados en factor de forma y relación de solidificación. | Considera la complejidad geométrica de la pieza. | Requiere gráficos específicos, menos intuitivo sin tablas. | Piezas con geometrías más complejas. |
En la práctica, los ingenieros a menudo combinan elementos de estos métodos o los utilizan como puntos de partida para simulaciones computarizadas más avanzadas. La elección del método depende de la complejidad de la pieza, el material, los recursos disponibles y la precisión requerida.
Aplicaciones Prácticas y Consideraciones Clave
El Método de Caine es ampliamente utilizado en la industria de la fundición para una variedad de metales, incluyendo aceros, hierros fundidos y aleaciones de aluminio. Su aplicación se extiende desde la producción de componentes automotrices y aeroespaciales hasta maquinaria pesada y piezas de uso general. Al aplicar el método, es crucial tener en cuenta:
- Propiedades del Material: Los coeficientes de contracción y las propiedades térmicas del metal fundido son fundamentales.
- Geometría de la Pieza: Identificar las secciones críticas que solidifican últimas o que son más propensas al rechupe es vital para la colocación de la mazarota.
- Orientación del Molde: La forma en que la pieza se orienta dentro del molde puede afectar el flujo de metal y la eficacia del alimento de la mazarota.
- Material del Molde: La conductividad térmica del material del molde influye en la velocidad de enfriamiento y, por lo tanto, en el tiempo de solidificación. Los moldes de arena, por ejemplo, enfrían más lentamente que los moldes metálicos.
- Rendimiento de la Fundición: Es importante equilibrar la eficacia de la mazarota con el rendimiento total del proceso. Una mazarota sobredimensionada aumenta el desperdicio de material y los costos de desmoldeo y acabado.
En la era moderna, el diseño de mazarotas se ha beneficiado enormemente del software de simulación de fundición (como AutoCAST y MAGMA). Estas herramientas utilizan métodos numéricos para predecir con precisión la solidificación, el flujo de metal, las tensiones térmicas y la formación de defectos. Permiten a los ingenieros "probar" diferentes diseños de mazarotas virtualmente, optimizando el proceso antes de la producción física y complementando los métodos tradicionales como el de Caine.
Preguntas Frecuentes (FAQs) sobre el Método de Caine y Mazarotas
- ¿Qué es una mazarota?
- Una mazarota es un reservorio de metal fundido conectado a una pieza de fundición, diseñado para suministrar metal adicional y compensar la contracción que ocurre durante la solidificación, evitando la formación de porosidades o huecos (rechupe).
- ¿Por qué es importante el diseño de mazarotas?
- Un diseño adecuado de mazarotas es crucial para asegurar la integridad estructural y la precisión dimensional de las piezas fundidas. Sin ellas, la contracción del metal durante la solidificación resultaría en defectos internos que debilitarían la pieza y la harían inservible.
- ¿Qué tipo de defectos previene el Método de Caine?
- El Método de Caine está específicamente diseñado para prevenir el rechupe, que son cavidades o porosidades internas o externas causadas por la falta de metal líquido para compensar la contracción de solidificación.
- ¿Es el Método de Caine el único método para diseñar mazarotas?
- No, existen otros métodos como el Método del Módulo y el Método del Factor de Forma. Además, hoy en día se utilizan ampliamente los softwares de simulación de fundición para un diseño más preciso y optimizado.
- ¿Qué es la relación de solidificación (freezing ratio) en el Método de Caine?
- Es la relación entre el módulo (volumen/área superficial) de la mazarota y el módulo de la pieza de fundición. Un valor mayor que 1 indica que la mazarota solidificará después de la pieza, asegurando un suministro continuo de metal líquido.
- ¿Cómo se calcula la relación superficie-volumen?
- La relación superficie-volumen (V/A) se calcula dividiendo el volumen de una sección de la pieza o de la mazarota por su área superficial que está en contacto con el molde y disipa calor. Esta relación es un indicador clave de la velocidad de enfriamiento: un V/A mayor significa un enfriamiento más lento y, por lo tanto, un tiempo de solidificación más largo.
- ¿Puede el Método de Caine ser aplicado a cualquier metal?
- Sí, el principio general del Método de Caine es aplicable a la mayoría de los metales y aleaciones utilizados en fundición. Sin embargo, los parámetros específicos y las curvas empíricas pueden variar significativamente entre diferentes materiales debido a sus distintas propiedades térmicas y de solidificación.
- ¿Qué sucede si una mazarota es demasiado pequeña o demasiado grande?
- Si la mazarota es demasiado pequeña, no podrá suministrar suficiente metal líquido para compensar la contracción, lo que resultará en rechupe en la pieza. Si es demasiado grande, aunque prevendrá el rechupe, aumentará el desperdicio de material, los costos de producción y el tiempo necesario para el desmoldeo y el acabado, reduciendo la eficiencia del proceso.
Conclusión
El Método de Caine representa una piedra angular en el diseño de mazarotas para la fundición de metales. Al basarse en la relación crítica entre el volumen y el área superficial, proporciona a los ingenieros una herramienta robusta para predecir y controlar la solidificación, asegurando que las piezas fundidas sean estructuralmente sólidas y libres de defectos. Si bien las tecnologías de simulación modernas han ampliado enormemente las capacidades de diseño, la comprensión de los principios subyacentes del Método de Caine sigue siendo indispensable. Dominar estos conceptos es clave para producir fundiciones de alta calidad, optimizar los procesos y, en última instancia, impulsar la innovación en la manufactura.
Si quieres conocer otros artículos parecidos a El Método de Caine: Clave para Fundiciones Perfectas puedes visitar la categoría Cálculos.