10/07/2024
En el vasto universo de la ingeniería mecánica y la manufactura, donde la precisión y la eficiencia son pilares fundamentales, existen conceptos que, aunque a menudo pasan desapercibidos para el ojo inexperto, son absolutamente cruciales para el rendimiento de máquinas y herramientas. Uno de estos conceptos vitales es el ángulo de hélice. Lejos de ser un detalle menor, esta inclinación geométrica juega un papel determinante en el funcionamiento óptimo de componentes tan diversos como las herramientas de corte utilizadas en fresadoras de alta velocidad y los engranajes que transmiten potencia en innumerables sistemas mecánicos. Comprender el ángulo de hélice no solo nos permite apreciar la sofisticación del diseño ingenieril, sino también tomar decisiones informadas que impactan directamente en la calidad del acabado, la vida útil de la herramienta y la eficiencia energética de un sistema. Acompáñenos en este profundo análisis donde desentrañaremos qué es el ángulo de hélice, cómo influye en el comportamiento de los materiales y por qué su correcta selección es una ciencia en sí misma.
¿Qué es el Ángulo de Hélice en Herramientas de Corte?
Para empezar, centrémonos en el ámbito de las herramientas de corte, como las fresas de extremo (end mills), ampliamente utilizadas en el mecanizado. Aquí, el ángulo de hélice se define como la inclinación que forma el filo de corte de la herramienta con respecto al plano de su línea central. Imagine un cilindro con una espiral envolviéndolo; la inclinación de esa espiral es, en esencia, el ángulo de hélice. Esta característica geométrica es mucho más que una simple inclinación estética. En la periferia de la herramienta, este ángulo se manifiesta como el ángulo de desprendimiento axial de los filos de corte periféricos. Esto significa que a medida que el ángulo de hélice aumenta, también lo hace el ángulo de desprendimiento axial. ¿Y cuál es la implicación de un mayor ángulo de desprendimiento? Directamente, un mayor afilado de la herramienta. Una herramienta más afilada no solo facilita el corte del material, sino que también puede reducir la fuerza necesaria para el mecanizado y, en muchos casos, mejorar la calidad del acabado superficial. Es el primer indicio de cómo una sutil modificación geométrica puede tener un impacto tan profundo en el rendimiento de una operación de mecanizado.
La Importancia del Ángulo de Hélice en la Selección de Herramientas
La elección del ángulo de hélice no es arbitraria; es una decisión crítica que se alinea con el tipo de material a mecanizar, la operación específica y los resultados deseados. Los ángulos de hélice en herramientas de corte suelen variar significativamente, desde tan bajos como 12° hasta tan altos como 60°. Esta amplia gama no es casualidad, cada extremo del espectro ofrece ventajas y desventajas particulares.
La mayoría de las fresas de uso general, aquellas diseñadas para una amplia variedad de aplicaciones y materiales, emplean ángulos de hélice que oscilan entre 25° y 30°. Este rango se considera un equilibrio óptimo donde se mantiene una buena combinación de afilado y resistencia del filo de corte. Es un punto medio que ofrece versatilidad y rendimiento aceptable en la mayoría de los escenarios.
Sin embargo, cuando las exigencias aumentan, los ángulos de hélice también se adaptan. Un incremento en el ángulo de hélice, por ejemplo, hacia los 45° o incluso 60°, trae consigo una serie de beneficios notables. Principalmente, mejora significativamente la remoción de material, lo que permite trabajar con velocidades y avances mucho mayores. Esto se traduce en una mayor productividad. Además, un ángulo de hélice más pronunciado contribuye a reducir la deflexión de la herramienta durante el corte. ¿Por qué es esto importante? Porque al transferir las fuerzas de corte de manera más vertical a través del husillo, en lugar de horizontalmente, se minimiza la vibración y el pandeo de la herramienta, lo que es vital para mantener la precisión dimensional y la calidad del acabado, especialmente en piezas de paredes delgadas. Otro beneficio crucial es la reducción del par torsional necesario para el corte y la disminución de la generación de calor. Menos calor significa menor desgaste de la herramienta y menor riesgo de daño térmico al material. La evacuación de la viruta también se ve mejorada, ya que la espiral más pronunciada ayuda a que las virutas asciendan y salgan de la zona de corte de manera más eficiente.
No obstante, esta mejora no viene sin sus contrapartidas. Un espacio entre flautas más pequeño, resultado de un ángulo de hélice más alto, puede llevar a la acumulación de virutas al mecanizar materiales gomosos o en operaciones de ranurado profundo. Además, aunque el afilado aumenta, la resistencia del filo y la estabilidad del núcleo de la herramienta pueden disminuir ligeramente. Es por ello que los fabricantes de herramientas de alta gama diseñan sus fresas de alto ángulo de hélice con diámetros de núcleo máximos y flautas con alivio excéntrico. Estas innovaciones compensan las debilidades inherentes, aumentando la resistencia del filo y la estabilidad general, logrando así rendimientos antes inalcanzables.
Por otro lado, los materiales difíciles de mecanizar, como las aleaciones de alta temperatura o los aceros endurecidos, a menudo requieren un enfoque opuesto. En estos casos, se prefieren ángulos de hélice más bajos. La razón es simple: para estos materiales, la máxima resistencia del filo y la rigidez de la herramienta son imperativas para un mecanizado eficiente y para evitar el astillamiento o rotura del filo. Un ángulo de hélice bajo proporciona un mayor soporte detrás del filo de corte, lo que lo hace más robusto frente a las elevadas fuerzas y tensiones generadas.
Es importante destacar la diferencia en el comportamiento de corte: mientras que las flautas rectas pueden generar una acumulación inmediata de virutas y una vibración excesiva (chatter), los ángulos de hélice más altos distribuyen la carga de viruta progresivamente a lo largo de toda la longitud de la flauta. Esto resulta en una fuerza de corte más consistente y, por ende, menos vibración, lo que se traduce en un acabado superficial más fino. Los ángulos de hélice de 45° o superiores, en particular, reducen significativamente la carga lateral, haciendo posible el fresado periférico de secciones de pared delgada con mucha menos deflexión.
Para una mejor comprensión, la siguiente tabla resume las características generales asociadas a diferentes rangos de ángulos de hélice en herramientas de corte:
| Rango de Ángulo de Hélice (°) | Características Clave y Aplicaciones Típicas | Ventajas Principales | Desventajas/Consideraciones |
|---|---|---|---|
| Bajo (12° - 20°) | Máxima resistencia del filo, alta rigidez. Ideal para materiales duros, abrasivos o aleaciones de alta temperatura. Buena para cortes interrumpidos y operaciones que demandan robustez. | Gran resistencia al desgaste y rotura. Control preciso en materiales difíciles. | Menor evacuación de viruta. Mayor generación de calor. Acabado superficial menos fino. |
| General (25° - 35°) | Propósito general, equilibrio entre afilado y resistencia. Muy versátil para una amplia gama de materiales como aceros al carbono, aceros inoxidables, aluminio y plásticos. | Buena evacuación de viruta. Acabado superficial aceptable. Equilibrio de fuerzas de corte. | Puede no ser óptimo para extremos de dureza o suavidad. |
| Medio-Alto (36° - 45°) | Mejora la remoción de material y el acabado superficial. Ideal para fresado periférico de paredes delgadas y materiales que no son excesivamente abrasivos. Reduce la deflexión. | Mayor productividad (avance/velocidad). Menos deflexión de la herramienta. Buen acabado superficial. | Menor resistencia del filo que ángulos bajos. Puede requerir diseños de núcleo reforzado. |
| Alto (46° - 60°) | Máxima evacuación de viruta, mínimo par torsional y generación de calor. Excelente para materiales blandos, gomosos (aluminio, cobre) y operaciones de alta velocidad. | Muy alta productividad. Reduce el empuje axial sobre la pieza. Acabado superior. | Menor estabilidad del núcleo y resistencia del filo si no está compensado con diseño avanzado. Posible acumulación de viruta en flautas muy estrechas con materiales pegajosos. |
El Ángulo de Hélice en Engranajes: Mucho Más que una Inclinación
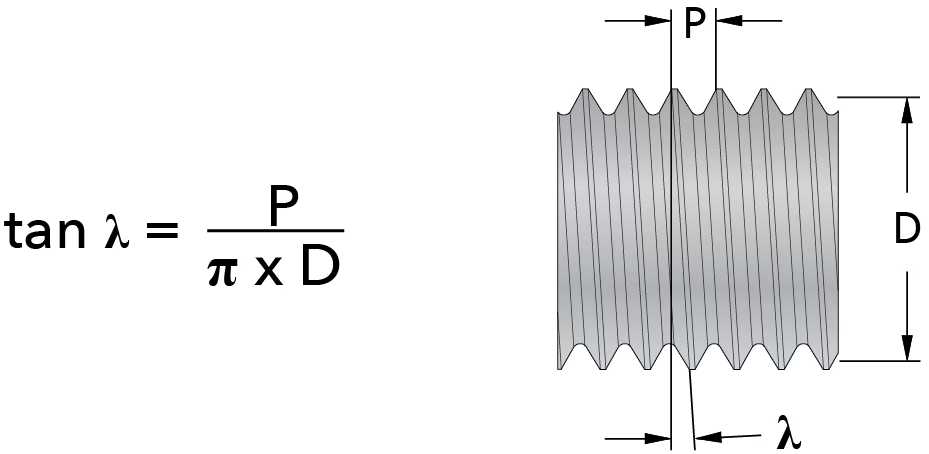
Más allá de las herramientas de corte, el ángulo de hélice es un parámetro fundamental en el diseño y funcionamiento de diversos tipos de engranajes. En este contexto, el ángulo de hélice (β) de un engranaje se define como el ángulo formado por la línea helicoidal del diente y la generatriz del cilindro sobre un cilindro de paso. Para el caso específico de los engranajes cónicos espirales, es el ángulo formado por la traza del diente y la generatriz del cono de paso.
Este ángulo es un factor crítico en las especificaciones de engranajes helicoidales, engranajes cónicos espirales y engranajes de tornillo sin fin (gusano), entre otros. Su presencia es lo que distingue a estos engranajes de los engranajes rectos, que no poseen ángulo de hélice y cuyos dientes son paralelos al eje de rotación.
En el caso de los engranajes helicoidales con ejes paralelos, una condición esencial para su correcto engranaje es que los ángulos de hélice de la pareja de engranajes en contacto sean iguales. Sin embargo, no basta con tener el mismo ángulo de hélice; también es crucial considerar el perfil del diente. Existen dos tipos principales de perfiles para engranajes helicoidales: el módulo transversal y el módulo normal. Aunque los ángulos de hélice sean idénticos, si los perfiles de los dientes (y, por ende, sus módulos) son diferentes, los engranajes no podrán engranar correctamente. Esto subraya la complejidad de los cálculos y el diseño preciso en la ingeniería de engranajes.
El valor del ángulo de hélice en un engranaje tiene implicaciones directas en su rendimiento. Cuanto mayor sea el valor del ángulo de hélice, y cuanto más ancha sea la anchura del diente, mayor será la relación de solapamiento. Una mayor relación de solapamiento significa que más dientes están en contacto simultáneamente o que el contacto se extiende por una mayor longitud del diente. Esto tiene un efecto directo en la magnitud del ruido y la vibración generados por los engranajes. Un ángulo de hélice más grande tiende a producir un funcionamiento más suave y silencioso debido a la transición gradual de la carga entre los dientes.
No obstante, una consecuencia importante de un ángulo de hélice más grande es el aumento de la fuerza de empuje axial sobre el eje. A diferencia de los engranajes rectos, que no generan fuerza de empuje axial, los engranajes helicoidales transforman parte de la fuerza tangencial en una componente axial. Esta fuerza debe ser compensada por cojinetes de empuje adecuados en el sistema. Los ingenieros deben calcular cuidadosamente esta fuerza axial para asegurar la integridad estructural y la vida útil de los componentes adyacentes al engranaje. La dirección de este empuje axial depende de la dirección de la hélice (derecha o izquierda) y del sentido de giro del engranaje.
Optimización y Desafíos en el Diseño con Ángulo de Hélice
La selección y aplicación del ángulo de hélice, tanto en herramientas como en engranajes, es un ejercicio de optimización constante, donde los ingenieros deben sopesar múltiples factores para alcanzar el rendimiento deseado. Uno de los desafíos principales es encontrar el equilibrio perfecto entre propiedades a menudo contradictorias. Por ejemplo, en herramientas de corte, un ángulo de hélice alto mejora la evacuación de viruta y reduce el calor, pero puede comprometer la resistencia del filo y la estabilidad del núcleo, especialmente en herramientas de pequeño diámetro. Por el contrario, un ángulo bajo ofrece robustez, pero puede generar más calor y una evacuación de viruta deficiente.
La naturaleza del material a procesar es un factor determinante. Los materiales blandos y gomosos, como el aluminio puro o algunos plásticos, se benefician enormemente de ángulos de hélice elevados que facilitan la salida de la viruta y evitan que se pegue o se acumule en las flautas. En cambio, para materiales muy duros, abrasivos o que generan virutas cortas y rotas, la prioridad es la resistencia del filo, por lo que ángulos de hélice menores son más apropiados.
Las capacidades de la máquina herramienta también influyen. Máquinas con alta rigidez y potencia pueden aprovechar mejor las herramientas con ángulos de hélice altos para operaciones de desbaste agresivas, mientras que máquinas con menor potencia pueden requerir herramientas con ángulos más moderados para reducir la carga.
Recientemente, se ha avanzado en el diseño de herramientas con ángulo de hélice variable. Estas herramientas, en lugar de tener un ángulo de hélice constante a lo largo de su longitud, presentan variaciones sutiles. El objetivo principal de esta innovación es romper la resonancia armónica que puede ocurrir entre la herramienta y la pieza, lo que reduce drásticamente la vibración (chatter) y mejora la estabilidad del proceso. Al variar el ángulo de hélice, se modifica la frecuencia natural de la herramienta, haciendo que sea menos propensa a vibrar a una frecuencia específica, lo que resulta en superficies más lisas y una mayor vida útil de la herramienta. Esta complejidad en el diseño requiere cálculos y simulaciones avanzadas, pero los beneficios en términos de rendimiento justifican la inversión.
Consideraciones Prácticas para el Ingeniero
Para el ingeniero o el técnico de manufactura, la elección del ángulo de hélice no es meramente teórica; tiene implicaciones prácticas directas en el día a día de un taller o una línea de producción.
- Tipo de Operación: ¿Es una operación de desbaste donde la remoción de material es la prioridad, o un acabado fino donde la calidad superficial es lo más importante? Para desbaste en materiales blandos, un ángulo alto es ideal. Para acabado de precisión o materiales duros, un ángulo medio o bajo podría ser preferible.
- Vida Útil de la Herramienta: Un ángulo de hélice mal elegido puede acortar drásticamente la vida útil de una herramienta. Demasiado afilado para un material duro puede llevar a astillamiento; muy poco afilado para un material blando puede generar calor excesivo y acumulación de viruta, también reduciendo la vida útil. La optimización del ángulo de hélice puede extender la durabilidad de la herramienta y reducir los costos operativos.
- Requisitos de Acabado Superficial: Como se mencionó, un ángulo de hélice más alto tiende a producir un acabado más fino debido a la acción de corte más gradual y a la reducción de la vibración. Si la calidad superficial es crítica, este es un factor a considerar.
- Consideraciones de Costo: Si bien las herramientas de diseño avanzado con características como ángulos de hélice variables o diseños de núcleo reforzado pueden ser más costosas inicialmente, su mayor rendimiento, vida útil extendida y capacidad para lograr resultados superiores a menudo justifican la inversión a largo plazo. Es fundamental realizar un análisis costo-beneficio.
- Seguridad: Un mecanizado inestable debido a una selección incorrecta del ángulo de hélice puede generar fuerzas inesperadas, vibraciones excesivas y, en casos extremos, la rotura de la herramienta, lo que representa un riesgo para la seguridad del operario y la integridad de la máquina.
En resumen, el ángulo de hélice es un parámetro multifacético cuyo impacto se extiende por todo el proceso de mecanizado y el diseño de transmisiones. Su comprensión y correcta aplicación son testimonio de la complejidad y la belleza de la ingeniería, donde cada grado de inclinación puede ser la diferencia entre un rendimiento mediocre y una eficiencia excepcional.
Preguntas Frecuentes sobre el Ángulo de Hélice
- ¿Cuál es el ángulo de hélice ideal para fresas de uso general?
- Para fresas de uso general, un ángulo de hélice entre 25° y 30° es comúnmente considerado ideal. Este rango ofrece un excelente equilibrio entre el afilado del filo de corte y su resistencia, lo que lo hace adecuado para una amplia variedad de materiales y aplicaciones.
- ¿Cómo afecta el ángulo de hélice la evacuación de viruta?
- Un ángulo de hélice mayor mejora significativamente la evacuación de viruta. La espiral más pronunciada de la flauta "levanta" las virutas de la zona de corte de manera más eficiente, reduciendo la posibilidad de re-corte, acumulación y calor. Esto es especialmente beneficioso en materiales blandos o operaciones de ranurado profundo.
- ¿Por qué los engranajes helicoidales tienen un empuje axial?
- Los engranajes helicoidales tienen un empuje axial porque la fuerza de contacto entre los dientes no es puramente tangencial, como en los engranajes rectos. Debido a la inclinación de los dientes (el ángulo de hélice), la fuerza se descompone en una componente tangencial (que transmite el par) y una componente axial (que empuja el eje). Esta fuerza axial debe ser absorbida por cojinetes de empuje.
- ¿Puede un ángulo de hélice muy alto ser perjudicial?
- Sí, un ángulo de hélice muy alto puede ser perjudicial si no se compensa con un diseño adecuado de la herramienta. Puede reducir la resistencia del filo de corte y la estabilidad del núcleo de la herramienta, haciéndola más susceptible a roturas o astillamientos en materiales duros. Además, en materiales muy gomosos, un espacio entre flautas demasiado pequeño podría causar acumulación de virutas.
- ¿Qué es el módulo normal y transversal en engranajes helicoidales?
- El módulo es una medida del tamaño de los dientes del engranaje. En engranajes helicoidales, el módulo normal (Mn) se mide perpendicularmente al diente, mientras que el módulo transversal (Mt) se mide en el plano de rotación del engranaje. Son interdependientes a través del ángulo de hélice. Para que dos engranajes helicoidales engranen correctamente, no solo deben tener el mismo ángulo de hélice, sino también el mismo módulo (ya sea normal o transversal, dependiendo del diseño y la norma).
Si quieres conocer otros artículos parecidos a El Ángulo de Hélice: Clave en Herramientas y Engranajes puedes visitar la categoría Cálculos.